

Проверка горизонтальности валов
Горизонтальность валов определяют конструктивно, обеспечивая её технологией изготовления корпуса машины, так как горизонтальность вала зависит от горизонтальности посадочных мест расточек корпуса. Проверяют горизонтальность посадочных мест при помощи контрольных оправок или фальшвала как отклонение оси от параллельности относительно плоскости.
Измеряют горизонтальность с помощью индикаторных головок, настраивая штифты поочередно в двух положениях индикаторных стоек на контрольную оправку, и по разности показаний отсчетного прибора судят об отклонении от горизонтальности (параллельности) относительно плоскости сравнения (рис. 81, 82):
![]()
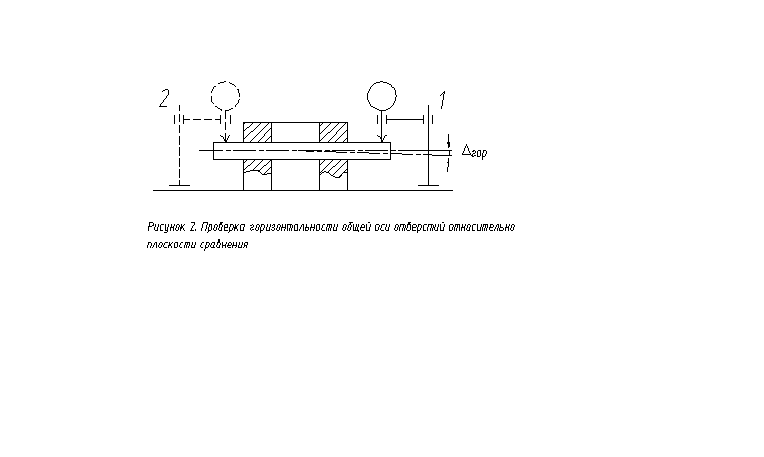
Рис. 82. Проверка горизонтальности общей оси отверстий
Если отклонение от параллельности измеряется в угловых единицах, то пересчет в линейные осуществляют по формуле
![]()
С уществует
также способ проверки горизонтальности
вала относительно плоскости с помощью
скобы и отвеса (рис. 83). В собранной машине
на выходной конец вала надевают скобу
и с помощью отвеса и нити определяют
горизонтальность вала. Расстояния а1
проверяют с помощью штихмаса, они должны
быть одинаковыми. Отклонение от
горизонтальности ∆ а = +(a1
- а2)
= 0, мм.
уществует
также способ проверки горизонтальности
вала относительно плоскости с помощью
скобы и отвеса (рис. 83). В собранной машине
на выходной конец вала надевают скобу
и с помощью отвеса и нити определяют
горизонтальность вала. Расстояния а1
проверяют с помощью штихмаса, они должны
быть одинаковыми. Отклонение от
горизонтальности ∆ а = +(a1
- а2)
= 0, мм.
Рис. 83. Проверка горизонтальности вала с помощью скобы и отвеса
Проверка соосности осей вала и посадочных мест в корпусе
Соосность осей расточек в корпусе редуктора контролируют также при помощи фальшвала по расположению отпечатков краски в посадочных отверстиях, полученных при проворачивании в них фальшвала. Отпечатки краски должны занимать не менее 70 % посадочной поверхности (рис. 84).
Р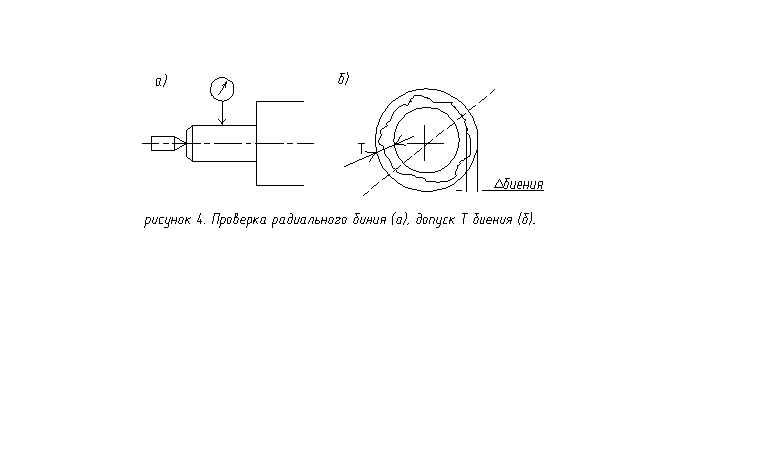 ис.
84. Проверка соосности осей вала и
посадочных мест в корпусе
ис.
84. Проверка соосности осей вала и
посадочных мест в корпусе
Проверка геометрических отклонений посадочных мест валов
Геометрические отклонения посадочных мест валов производят при помощи индикаторов и микрометров. Крутость посадочного места проверяют как отношение посадочных мест к общей оси вала.
Проверка ведется по отклонению стрелки индикатора при одном полном обороте (360°) зажатого в центрах вала (рис. 84). Если стрелка отклонилась от нуля, а по завершении поворота возвратилась в исходное положение, то это указывает на эксцентричность посадочной поверхности.
![]()
Прямолинейность образующих шеек вала проверяют при помощи индикатора в трех сечениях с продольным перемещением индикаторной головки и углами поворота в каждом сечении: 0° – 90°, 90°– 180°, 180° – 270°, 270°– 360о (рис. 85).

Рис. 85. Проверка формы шейки вала
Прямолинейность и форму шеек валов можно проверить также микрометром при трехкратном измерении диаметра в одном сечении с углом поворота 120°, после проверки в одном сечении измерения его переносят в следующее. По результатам замеренных отклонений судят о форме поверхности.
Торцевое биение (рис. 86) заплечиков валов проверяют с помощью индикаторной головки, настроенной на заплечик при зажатом в центрах вала. Угол поворота составляет 0° – 90°, 90° – 180°, 180° – 270°, 270° –360°. Торцевое биение А определяют по формуле
![]() ,
мкм
,
мкм
 .
.
Рис. 86. Проверка торцевого биения заплечика шейки вала
Допуск на перпендикулярность заплечиков валов под подшипником качения назначается по табл. 23.
Таблица 23
Допуски на перпендикулярность заплечиков валов
|
Диаметр внутреннего кольца, мм |
|
Класс точности подшипника |
| |
|
0 |
6 |
5 |
4 | |
|
|
Биение заплечика, мкм |
| ||
|
до 50 |
20 |
10 |
7 |
4 |
|
50–120 |
25 |
12 |
8 |
6 |
|
120–250 |
30 |
15 |
10 |
8 |
|
250 –350 |
35 |
17 |
12 |
- |
Допускаемые отклонения формы посадочных поверхностей вала даны в табл. 24 – 29.
Таблица 24
Допускаемые отклонения формы посадочных мест вала от цилиндричности
|
Установка подшипника |
Классы точности подшипников или поля допусков валов |
Отклонения не более
(овальность, конусообразность*, седлообразность, бочкообразность) |
|
На вал или отверстие корпуса |
0; 6 5; 4 |
0,5 Td (D) 0,25 Td(D) |
|
На закрепительных втулках |
h5, h9, h10, h11 |
0,25 Td |
|
Примечания: Td(D) – допуск диаметра вала или отверстия – разность Ø в крайних сечениях. | ||
Таблица 25
Допуск диаметра вала или отверстия – Td(D)
|
Диаметр, мм |
Степень точности | ||||
|
V |
VI |
VII |
VIII |
IX | |
|
Допуски, мкм | |||||
|
до 3 |
2 |
3 |
5 |
8 |
12 |
|
3 – 10 |
2,5 |
4 |
6 |
10 |
16 |
|
10– 18 |
3 |
5 |
8 |
12 |
20 |
|
18 – 30 |
4 |
6 |
10 |
16 |
25 |
|
30 – 50 |
5 |
8 |
12 |
20 |
30 |
|
50 – 120 |
6 |
10 |
16 |
25 |
40 |
|
120 – 250 |
8 |
12 |
20 |
30 |
50 |
Таблица 26
Допуски соосности, симметричности и радиального биения
посадочных мест вала
|
Диаметр, мм |
Степень точности | ||||
|
V |
VI |
VII |
VIII |
IX | |
|
Допуски, мкм | |||||
|
До 3 |
5 |
8 |
12 |
20 |
30 |
|
3 –10 |
6 |
10 |
16 |
25 |
40 |
|
10–18 |
8 8 |
12 |
20 |
30 |
50 |
|
18–30 |
10 |
16 |
25 |
40 |
60 |
|
30–50 |
12 |
20 |
30 |
50 |
80 |
|
50 – 120 |
16 |
25 |
40 |
60 |
100 |
|
120 – 250 |
20 |
30 |
50 |
80 - - |
120 |
Таблица 27
Степени точности в зависимости от квалитета допуска диаметра
|
Геометрическая точность |
|
Квалитет допуска ЕСДП СЭВ |
| ||
|
5 |
6 |
7 |
8 |
9 | |
|
|
Степень точности |
| |||
|
Нормальная |
V |
VI |
VII |
VIII |
IX |
|
Повышенная |
IV |
V |
VI |
VII |
VII |
Таблица 28
Примеры назначения допусков формы цилиндрических поверхностей
|
Степень точности |
Примеры применения |
|
V-VI |
Посадочные поверхности подшипников нормальной точности и сопрягаемые с ними шейки валов и отверстия корпусов |
|
VII - VIII |
Подшипники скольжения тихоходных валов, отверстия корпусов |
Таблица 29
Примеры назначения допусков соосности и радиального биения
|
Степень точности |
Примеры применения |
|
V-VI |
Кольца подшипников качения нормальной точности, поверхности валов под зубчатые передачи нормальной точности |
|
VII-VIII |
Отверстия корпусов под подшипники качения нормальной точности, под вкладыши подшипников скольжения |