

2.1.6. Определение правильности касания зубьев
Оборудование и приборы: коническая пара, закрепленная на стенде; краска.
При назначении норм контакта следует учитывать, что при работе конической передачи под нагрузкой пятно контакта смещается вдоль зуба к большему торцу колес. В связи с этим пятно контакта при контроле под легкой нагрузкой должно быть соответственно смещено к малому торцу колес (рис. 76).
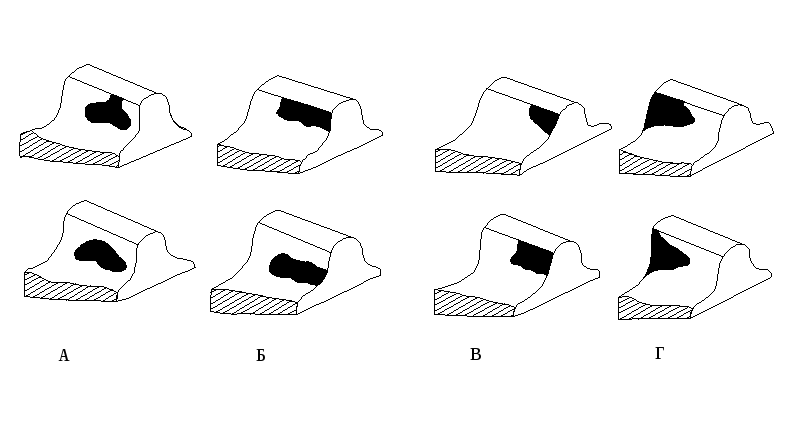
Рис. 76. Расположение пятен контакта при проверке зацепления конических зубчатых колес на краску: верхний ряд – зубья ведущего колеса, нижний ряд – зубья ведомого колеса; А – пятно контакта при правильном зацеплении; Б, В, Г – пятна контакта при неправильном зацеплении
В конических зубчатых передачах практически в соприкосновении находятся 1/2 – 2/3 длины зуба (табл. 19).
При сборке целесообразно добиваться контакта зубьев ближе к малому торцу, так как тонкая часть зуба быстрее прирабатывается и, кроме того, деформируется при нагружении, за счет чего достигается прилегание зубьев на большей длине.
Форму и расположение отпечатков контакта обычно указывают в карте контроля сборки конической передачи.
Таблица 19
Норма контактов зубьев конических зубчатых колес
|
Степень точности |
Пятно контакта, % | |
|
по длине |
по высоте | |
|
7 |
75 |
60 |
|
8 |
60 |
40 |
|
9 |
50 |
30 |
|
10 |
40 |
20 |
Покрыв краской зубья меньшего колеса и сделав 3–4 оборота, полученные пятна сравнивают со значением, данным в табл. 17. Для шестерни 7-й степени точности они должны составлять по длине примерно 75 % и по высоте 60 %.
2.2. Учебно-исследовательская работа 2 Сборка червячных передач
Цель работы: научиться на практике пользоваться оборудованием и приборами, определять мёртвый ход червяка, степень прилегания профилей червяка и червячного колеса, а также постоянство момента вращения червяка.
2.2.1. Общие сведения
Червячные передачи нашли применение в самых разнообразных машинах и механизмах. Они служат для передачи вращательного движения от одного вала к другому. Зубчатые передачи, у которых геометрические оси валов скрещиваются под углом 90° (возможны и другие углы, но они встречаются редко) называются червячными передачами. Зубчатые передачи, у которых геометрические оси валов параллельны друг другу, осуществляются цилиндрическими колёсами с прямыми, косыми или шевронными зубьями. Передачи для преобразования вращательного движения в поступательные и наоборот осуществляются рейкой с цилиндрическим колесом.
Зубчатые колёса изготавливают из конструкционных углеродистых сталей или легированных конструкционных сталей типа 40Х, 40ХН, реже из чугуна, пластмассы, текстолита и т.д.
Стальные зубчатые колёса после изготовления подвергают термообработке. Изготовление червячных передач имеет следующие особенности.
Материалы в червячной передаче должны иметь в сочетании низкий коэффициент трения, обладать повышенной износостойкостью и пониженной склонностью к заеданиям.
Обычно в червячных передачах применяют разнородные материалы. Червяки изготовляют в основном из сталей марок 40, 45, 50 с закалкой HPC 45–55, 15Х, 20Х, 4ХН с цементацией и закалкой до HPC 58–63. Червячные колёса (или их венцы) изготовляют только из антифрикционных материалов.
Для передач малой мощности и в приборах используют в качестве материалов текстолит, капрон, нейлон.
Решающее значение для увеличения срока службы редукторов имеет правильная сборка зубчатых передач. Она является главным критерием надёжности, бесшумности и долговечной работы червячных, цилиндрических, конических и других зацеплений, которые входят в состав различных механизмов.
По степени точности передачи делят на 12 классов. Наиболее широко применяются зубчатые пары 5–9 -х классов точности. Каждый из классов точности отвечает определённым требованиям, предъявляемым к зубчатым передачам.
Стандартом установлена норма бокового зазора в передачах, который определяется её назначением и условием эксплуатации.
Зубчатые передачи в сравнении с другими передачами (ремённой, цепной и т.д.) имеют ряд преимуществ, таких как высокий КПД, большая надёжность, долговечность, малые габариты, постоянные передаточные отношения (отсутствие проскальзывания), возможность применения в широком диапазоне скоростей, моментов и передаточных отношений.
Правильно изготовленные, термообработанные и эксплуатируемые зубчатые передачи будут иметь большую степень надёжности при условии соблюдения правил монтажа и проверки на стенде.
Стенд состоит из червячного одноступенчатого редуктора 1, закреплённого на плите. Корпус редуктора и верхняя крышка имеют вырезы, которые позволяют ознакомиться с работой червячной пары и осуществлять визуальный контроль по регулировке пятна контакта и т.д.