

робота в графматеріалі
.pdfШОВКОТРАФАРЕТНИЙ ДРУК
|
|
|
|
|
напрямок руху ракеля |
ракель |
|
|
пристрій для |
|||
|
|
|
|
|
|
|
|
|
|
|
|
підняття рами |
|
зазор між |
|
|
|
|
|
|
|
|
та регулювання |
||
|
|
|
|
|
|
|
|
|||||
|
сіткою та |
рама з сіткою |
|
|
|
|
|
приводки |
||||
|
друкарським |
|
|
|
|
|
|
|
|
|
||
|
папером |
|
сітка трафарет |
|
фарба |
|
||||||
|
|
|
||||||||||
|
|
|
|
|
друкарський папір |
|
|
|
|
|
|
|
|
|
|
|
|
|
отвори |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
в талері для |
|
|
|
|||
|
|
|
|
|
|
відсмоктування |
|
|
|
|||
|
|
талер |
|
|
повітря |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
робочого столу |
|
|
|
|
|
|
||||
|
|
друкарського |
|
|
|
насос для |
||||||
|
|
верстата |
|
|
|
відсмоктування |
||||||
|
|
|
|
|
|
|
|
|
|
повітря |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Принцип друку у шовкографії. Фарба через незахищені місця у шовкографській сітці туго натягнутій на раму за допомогою резинового або пластикового ножа – ракеля продавлюється на папір
Верстат для ручного шовкотрафаретного друку с пристроєм для точної приводки (пристроєм, що забеспечує рух друкуючої форми у двох напрямках, для точного співпадіння відбитків кожного кольору при багатокольоровому друцуванні.
21
друкарська фарба через відкриті на сітці місця продавлюється на папір.
Перенети малюнок на сітку та виго товити друкарську форму можна кількома способами.
Перший спосіб придатний для ознай омчих робіт та творчих робіт, у якіх не має дрібних деталей і які друкуються мізерним тиражем. Під сітку кладеться малюнок так, щоб від нього до сітки була відстань в 2 3мм. Пробільні місця закри ваються розчинним у воді клеєм (желатин, ПВС, розчин ПВА з цукром та водою
упропорції 1:1:1) за допомогою тонкого пензля або не гострого пера. Піся виси хання клею виривання повторюється зі зворотньго боку сітки. Така сітка вири має 30 – 40 вітбитків. Це достатньо для ознайомчої роботи. Щоб подовшити термін виривлості форми можна прокрити сітку з внутрішньої сторони додатково тонким шаром рідкого нітролаку.к Як що нітролак попаде на друкуючи елементи, то його слід обережно вимити зі зворотньогот боку сітки ганчиркою з невеликою кількістю нітророзчинника
Другий спосіб дозволяє отримувати форму більш детальвану. Він полягає
утому, що на сітці резервуються друку ючи елементи. Робиться це так. Готується розчин воку та скипідару 1до 3, до якого додається для кольру чорна олійна фарба, або розчин бітумного лаку та скіпідару
упропорції 1 до 1. Цим розчином за допомогою тонкого пензля або пера прома львуються усі друкучи елементи. Потім сітка проклеюється за попереднім спосо бом. к що клеучий розчин буде попадати на зарезервовані місця у незначній кількості, то з них він буде скочуватися.
Після висихання клею фарба або бітумний лак вимимається скипідаром відкривачи друкучи елеминти. Тепер форму можна відредагувати та закріпити нітролаком. Як клей у двох перших спосо бах можна викоритовувати розчин клею
«ПВА» з цуровим і водою. Готується він так: у окропі розчиняється цукор у прпорції 1 до 1, після того, як розчин охолоне, до нього додається ще частина клею ПВА, все добре переміщується, Цей клеючий розчин
ТЕХНІКИ АВТОРСЬКОГО ДРУКУ |
|
22 |
|
|
D |
є обратимим, тобто він легко змивається |
|
|
|
||
|
C |
з сітки у горячий воді. |
|
|
|
||
|
|
Третій, основний, спосіб плягає у ви |
|
В |
|
готовленні друкарської форми фотозасо |
|
|
|
бами. Готується фоточутлива емульсія. За |
|
|
|
допомогою м'якого пензля або спеціаль |
|
В |
В |
ної ванночки сітка прокривається отрима |
|
D C |
А |
ною емульсією, і сушиться у теряві, бо |
|
|
|
||
|
|
висохши вона набуває фотовлативотей. |
|
|
|
Вона особиво чутлива до ульрофіолетових |
|
В |
|
променів. |
|
|
Потім при червоному освітленні |
||
|
|
||
|
|
форма кладеться на фотокопійний стіл |
|
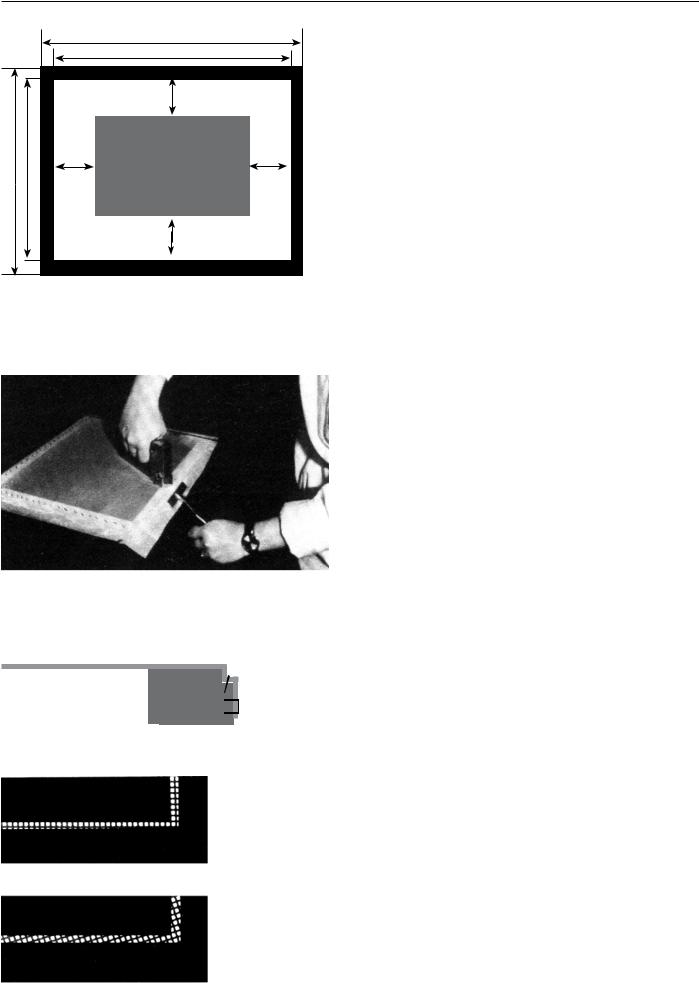
Основні розміри рами для шовкотрафаретного друку |
обладнений лампами денного світла, або |
||
A A площа друку (Таблиця№№2) |
|
ульрофіолетовою лампою. Між сіткою та |
|
В В маскуємі площі |
|
столом кладеться позитивне зораження |
|
C C Внутрішній розмір рами |
|
||
|
виготовлене фотоспособом на фотоплівці |
||
D D розмір рами з урахуванням січеня профілю, з якого вона |
|||
виготовленна |
|
або надруковане на лазерному принтері |
|
|
|
на особливій матовій плівцй, або ксерокс |
|
|
|
виконаний на ксероксну матову плівку. |
|
|
|
Сітка щильно притикається до столу |
|
|
|
і засвічується протягом 2 3 хвилин. |
|
|
|
Для кожної нової партії емульсії час |
|
|
|
експонування слід визначити дослідним шля |
|
|
|
хом. При викоританні фотоемульсій фірмо |
|
|
|
вого виготовлення слід застосовувати реко |
|
|
|
мендовані до неї лаппи і при засвітленні |
|
|
|
діяти точно за інструкцією. Засвічена |
|
|
|
емульсія задублюється і стає дуже міцною., |
|
Процес натащіння сітки на раму за допомогою спеціальних |
та водонерозчинною Потім сітка кладеться |
||
у теплу 30 – 35 С0воду, де поступово розчи |
|||
натяжних щіпців та степлера.Якщо натягується допоміжна рама, |
|||
скоби можна бити уверхню поверхню, але коли це друкарська |
няється ємульсія на місцях, де вана не була |
||
рама, то скоби б’ються у бокову поверхню і потім обов’язково |
засвітлена. Вимиванню емульсії можна дуже |
||
проклеюються, післі висихання клею,можна сильніше натягнути |
|||
сітку, забивши скоби у спеціальний паз. |
допомогти м'яким пензлем та струменем |
||
|
|
гарячої води. Робити це слід дуже обережно. |
|
|
|
Після висихання форма готова для друку. |
|
|
|
Найкращими для шовкорафаретного |
|
При натяжінні сітки напрям нитки не повинен співпадати зі |
друку є моноволоконні тканини. Зараз най |
||
частіше у шовкорафаретного друку вико |
|||
стороною рами. Кут у 15 200 дасть змогу точніще і охайніше |
|||
друкуваті тонкі лінії та дрібні деталі |
ритовуються стабілізовані тканини (сітки) |
||
|
|
з моноволоконного поліефіру різних фірм |
|
|
|
виготовників («SERICOL»,«ESTAL MONO» |
|
|
|
та ін.) яким притаманні такі загальні якості: |
|
|
|
висока стійкість до механічного наванта |
|
|
|
ження, пружність, висока стійкість до сти |
|
|
|
рання, висока стабільність геметрічних |
|
|
|
розмірів при коливанні вологості та тем |
|
|
|
ператур, химічна стійкість, нечутливість |
|
|
|
до впливу сонячного проміння.Виробники |
|
|
|
тканин вірізняють їх за призначенням, або |
|
|
|
за іншими специфічними якотями, які |
|
|
23 |
ШОВКОТРАФАРЕТНИЙ ДРУК |
|
|
|
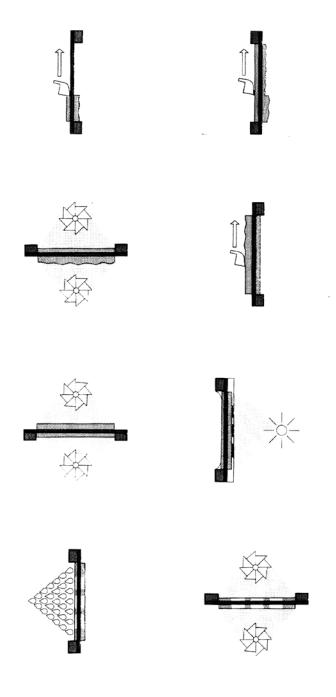
Основні етапи виготовлення друкарської форми
1. Нанесення фотоемульсфї на |
2. Нанесення фотоемульсфї |
зовнішню сторону рами. |
на ракельну сторону рами. 2 4 |
3. Сушка у темряві при |
4. Нанесення фотоемульсфї на |
температурі 25 300 С |
зовнішню сторону рами. 1 2 |
5. Сушка у темряві при |
5. Експонування |
температурі 25 300 С |
7. Промивка проточною водою 8. Сушка у темряві при температурі 25 300 С
ретельно описані в спеціальних інструкціях до кожної марки тканини. Перевага моново локонних тканин перед багатоволоконними полягає в більшій єкономічності всього тех нологічного процесу друку (стійкість до стирання, меньші вирати фарби, краще змиванняїї залишків)
На кількість фарби, що наноситься, впливає не тільки товщина тканини, а й розмір та щильність ячейок (відсоток відкри тої поверхні). Для кожного матеріалу, на який проводиться друк рекомендуються оптимальні види тканин, номери, харак теритики та артікули тканин наводяться виробниками у спеціальних таблицях Наприклад тканини фірми «ESTAL MONO»
Номер |
Диаметр |
Розмір |
Відкрита |
Товщина |
|
нитки, |
ячейки, |
поверхня |
тканини, |
||
тканини |
|||||
мкм |
мкм |
ткании,%, |
мкм |
||
|
|||||
|
|
|
|
|
|
120 |
32 |
49 |
36.6 |
53 |
|
|
|
|
|
|
|
120 Т |
37 |
45 |
30.1 |
61 |
|
|
|
|
|
|
|
120 ID |
44 |
39 |
22.1 |
66 |
|
|
|
|
|
|
Для друку по грубим поверхням викори стовують тканини звеликою механічною стійкістю (типи «O» або «HD»). Ці типи краще протистоять стоять тику ракеля.
Більшість тканин обробляється вироб ником за допомогою шліфування, або змень шення за допомогою термозлажевання розмірів ячейки, що зменьшує вирати фарби приблизно на 20 30 %, та збільшує поріг механічної стійкості тобто тонку тка нину можна замінити більш тостою, але більш низькомерною
Таким чином тканини «KS» можуть замінити нормальни тканини.
Наприклад:
Тканина «ESTAL MONO»77 T KS замінює тканину «ESTAL MONO»100 O;
Тканина «ESTAL MONO» 68 T KS замінює тканину «ESTAL MONO»90 O;
Тканина «ESTAL MONO»55 T KS замінює тканину «ESTAL MONO»77 O;
Тканина «ESTAL MONO»49 T KS замінює тканину «ESTAL MONO»68 T.
Тканина «ESTAL MONO GOLD» та
«NYTAL GOLD, пофарбовані в золотавий колір. Це надає їм виняткову прозорість, та забеспечує оптимальний захист від розсіювання променів при єкспонуванні
ТЕХНІКИ АВТОРСЬКОГО ДРУКУ
Ванночка для нанесення фотоемульсії
Фотоемульсія наливається у ванночку, що притискається до сітки, і наноситься на сітку у вертикальному положенні рухом знизу догори.При нанесенні емульсії власного виготовлення кількість шарів встановлюється дослідним шляхом, при використанні фірмової слід дотримуватися інструкції виробника.
24
трафаретів. Тканини «GOLD» дозволяють позбавитися ефекту переломлення світла . Ці тканини рекомендуються для друку з тон кими лініями.
Тканини «ESTAL CARBON» виготовлені з тонкої моноволоконної поліефірної та карбонизованої моноволоконної поліаміднї нитки. Це виключає накопичення статичної електрики, що важливо при друку на плстику..
Металізовані поліефірні тканини «ESTAL METAL» мають виключну стійкістй до розтягування, що забеспечує високу точність приводки, та високу пружність, виняткову точність приводки. При цьому вони достатньо пружні, що забеспечує добрий відрив від поверхні друку. Проникнення фарби через моноволоконну сітку набагато краще, ніж через багатоволоконну, завдячуючи більш компоктній поверхні, до того ж фарба не застряє між волокнами звідкіля її важко вимити, що ускладнює повторне використання сітки та зменшуе термін її використанна
Рами для шовкотрафаретного друку
Найбільш придатні для викорис тання сталеві або алюмініеві рами перш за все через свою міцність та гемеричну стабільність. Дерев'яні рами більш вразливі до впливів вологи під час єкспонування сіток, тому їх можна з успіхом викорис товувати при друкуванні однокольрових рабіт і кольрових робіт, які не вимагають надточної приводки (співпадіння фарб), також вони мають меньший строк викори стання. З часом воникоробляться, і це не дає щільного прилягання до робочого столу під час друку.
Для виготовлення металевих рам вико ритовується особливо міцний профіль з по силеними стінками
|
|
|
Таблиця № 1 |
|
|
|
|
|
січення |
січення |
|
Формат |
алюмінієвого |
дерев•яного |
|
|
профілю |
профілю |
|
|
40 |
х 40 |
|
DIN A4 – A3 |
при товщині стінок |
30 х 50 |
|
|
2,5 |
х 2,0 |
|
|
|
|
|
|
40 |
х 50 |
|
DIN A2 – A1 |
при товщині стінок |
40 х 60 |
|
|
2,5 |
х 3,0 |
|
|
|
|
|
Рекомендовані розміри рам
ШОВКОТРАФАРЕТНИЙ ДРУК
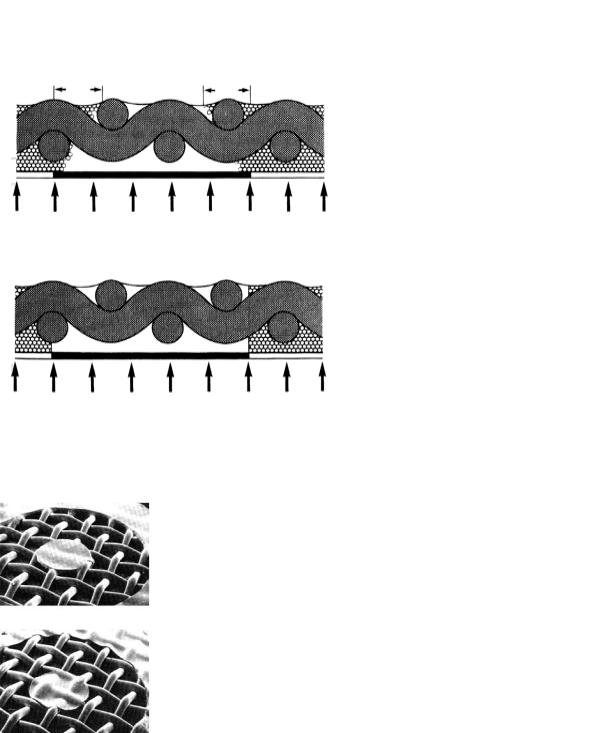
ділянки, де світло розсіюється
Біла сітка |
джерело світла |
Жовта сітка |
джерело світла |
Сітки жовто золотого кольору при експонуванні дають більш читке зображення, бо в них світло меньше розсіюється.
Мікрознімок шару емульсії на сітці. Нормальне та занадто тонке покриття.
|
|
|
|
25 |
|
|
|
|
|
|
|
|
|
|
|
Таблиця № 2 |
|
|
|
|
|
|
|
Формат |
Площа |
Макуємі |
Площа |
||
друку (см) |
площі( см) |
рами (см) |
|||
|
|||||
|
|
|
|
|
|
A4 |
21x30 |
15/15 |
|
51x60 |
|
|
|
|
|
|
|
A3 |
30x42 |
15/15 |
|
60x72 |
|
|
|
|
|
|
|
A2 |
42x59 |
15/15 |
|
72x89 |
|
|
|
|
|
|
|
A1 |
59x84 |
16/16 |
|
91x116 |
|
|
|
|
|
|
|
A0 |
84x118 |
18/18 |
|
120x154 |
|
|
|
|
|
|
|
Слід пам'ятати, що рух ракеля при дру куванні вручну ведеться вздовж більшої сто рони. Макуємі площі потрібні для встанов лення фарбових упорів, а також для більш якісної приводки та зручного друкування.
Для захиту від корозії сталеві рами цинкують, або вкриваються шаром міцного лаку(бажано багатокомпонентного).
Алюміневі рвми є корозійностійкими (крім каутичної соди тагипохлориду натрія)
Дерев'яні рами теж слід захищати шаром багатокомпонентного луку, який найкраще захищає деревину від дії вологи та розчинників.
Слід пам'ятати, що друкуча сторона рами повинна завжди бути читою, рівною і плакою, а всі кути скруглені щоб не трав мувати сітку у прцесі друку. Кожен раз при перетягуванні рами її друкучу поверхню слід очитити від залишків клею та фарби які теж можуть мати гострий край.
Для кращого склевання з сіткою металеві рами шерохуються спеціальними абразивами по всій робочий поверхні. Най краще для цього застосовувати стрічкові ручні шлифувальні верстати з абразивною стрічкою N 24 – 36
Рами повинні бути обезжирені нітро розчинниками. Бінзін (крім спеціальних сортів, наприклад «калоша»), гас або уайт спіріт викоритовувати неможна через вміст в них олійних фракцій!
Натяжне обладнення
Традиційний медод обтягування рам вручну застосовується тільки для дерев'яних рам. Він викоритовується для робіт, які не вимагають точної приводки, і моде викори стовуватися при авторському художньму друку. Рами обтягуються за допомогою
ТЕХНІКИ АВТОРСЬКОГО ДРУКУ
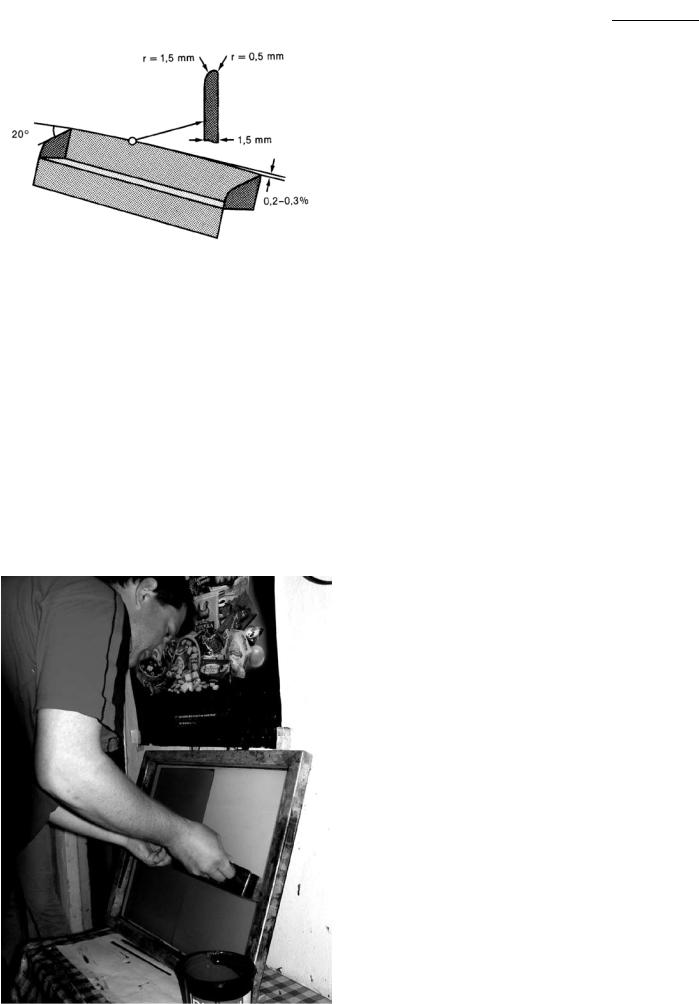
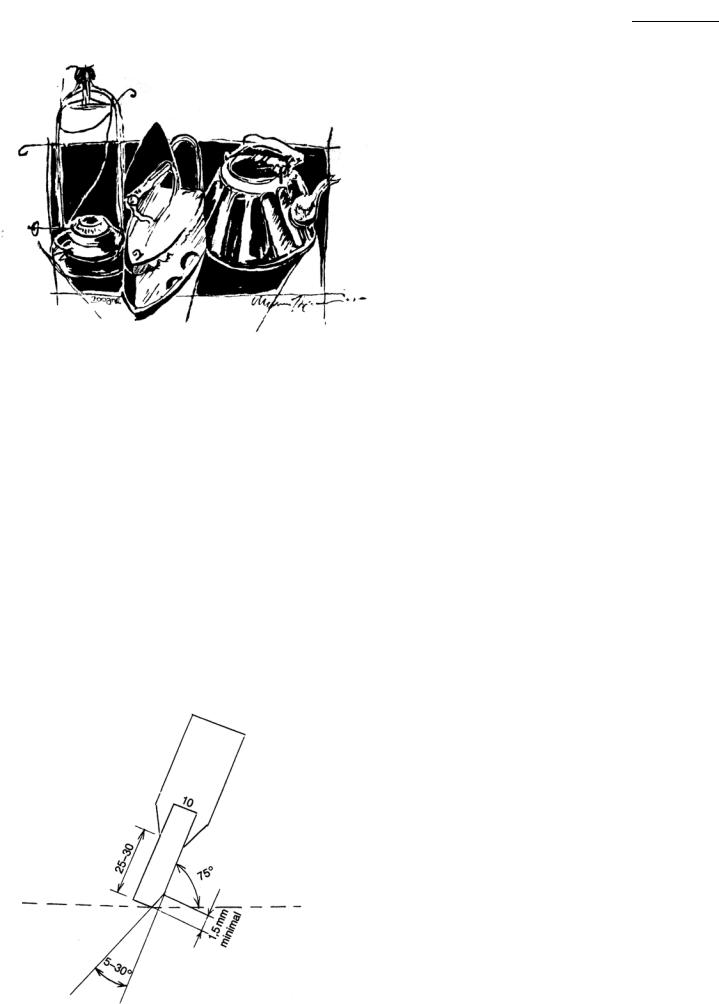
Ракельний ніж. кут загострення та нахилу до друкуємої поверхні. Великій кут нахилу >750 може привести до недодруковування, малий, <750 до розтискування відьитків.
26
спеціальних щипців зажимів, Тканина фіксуеться скобами за допомогою степ лера і, обов'язково, потім проклеюється спеціальними водостійкими клеми. (Клей ПВА можно викоритовувати тільки в ок ремих випадках для друку малих накладів, наприклад у авторській друкованій графіці. Для більш щільного натяжіння у рамі по зовнішньому краю друкучої сторони виби рається чверть або паз, в які вбивається тонка рейка. Це дає змогу досягти більш щільного натяжіння
Металеві рами обтягуються тільки за допологою спеціального онатяжного механічного або пневматичного облад неня змонтованого на натяжному столі необхідного розміру, або за допомогою «базової рами»(дерев'яної рами більшого розміру ніж металева).
Базова рама обтягується вручну, а потім на натянуту тканину приклеюється спеціальними клеми металева рама Для наклевання слід використрвувати спеціальні стійкі до розчинників двохком понентні швидкосохнучи клеї від фірм ви робників обладнення та матеріалів для шов корафаретного друку або єпоксидні клеї вітчизняного виробництва клеї, Наприклад:
Поліеферний клей Arkabond 120. Час просихання – 20 хв. Підходить для тонких тканин, що повинні повність бути занурені у клей. Час застосування готового клею приблизно 1 година. Рама готова до викоритання одразу після зняття її з натяж ного пристрою
Клей COLESTAL фирмы "SST".
Час просихання – 15 хв. Підходить для всіх номерів тканини. Час застосування готового клею всього 5 хв. Викоритання рами бажано після повної полімерізації, що закінчується через 24 год.
Умеханічних, або пневматичних натяж них пристроях на робочому столі спочатку розтягується тканина за допомогою штіфто вих або пневматичних зажимів, а потім на натянуте полотно зверху наклеюється одна або декілька рам.
Умеханічних пристроях спочатку тканина наколюється по чотирьом сторо нам на штіфти. Потім за допологою хра

ШОВКОТРАФАРЕТНИЙ ДРУК
Між краями ракеля та рамою повинен залишатися зазор не меньше ніж 50 100 мм.Між рамою та друкарським талером повинен бути зазор2 5 мм, який необхіден для кращого відлипу відбитку від сітки.
Відношення ширини ракеля до ширини друкуємої поверхні. Ракель бажано мати на 2-6 см ширше за поле друку.
Друкуєма
поверхня
Висота підняття рами повинна забеспечувати зручне укладання паперу на талер та прибирання готових відбитків.
27
пового механізма проводиться натяжіння спочатку вдовж «основи» тканини, а тотім вдовж «утка» . При такому способі натяжіння, як що доклати зайвих зусиль, або нерівномірно закрапити тканину,мож ливі розриви тканини по катах. Штіфтові пристрої небеспечні для високомірних та тонких тканин. У механічних пристроях можливо викоритання також спеціальних механічних зажимів (наприклад зажими та універсальні натяжні пристрої фірми «Харляхер»).
У пневматичних, або гідравлічних натяжних пристроях зажими та ступінь натяжіння тканини регулюються більш дос конало у повній відповідності до технічних характеритик різних видів тканин.
Наскільки автору відомо, фірма «Люшер АГ» з Німетчини першою розро била автоматично регулюєме пневматичне натяжне устаткавання. Зараз більшість фірм виробників пропонують комплекси обладнення для забеспечення повного тех нологічного процесу друку. (наприклад нaтяжні зажими відомої фірми вироб ника фарб для шовкорафаретного друку «ARGON» та фірми «SVECIA". Розмір та кількість пневматичних натяжних циліндрів комплектуються в залежності від потреб замовника)
Таке сучане обладнення дає змогу гарантовано досягти оптимального натяжіння тканини у повній відповідності то технічних характеритик матеріалу.
Велика вартість натяжного устатку вання для споживачив компенсується спеціальним сервісов фірм постачаль ників матеріалів,які пропонюють послуги з виготовлення та натяжки шовкорафа ретних рам на фірмовому обладненні за технічними вимогами замовника
Як відомо трафаретні тканини вироб ляються за номерами, які відоражають ступінь щильності нитки на сантиметр тка нини. У графічнному друку викоритову ються тканини №№ 77 165. Для тонового друку викоритовується № 180. Стандарт ним є №120
Для кожного номеру є оптимальною своя сила натяжіння, яка вимірюється спеціальними пристроми і визначається

ТЕХНІКИ АВТОРСЬКОГО ДРУКУ ОФОРТ ЛІТОГРАФІЯ ДЕРЕВОРИТ ЛІНОРИТ ШОВКОТРАФАРЕТНИЙ ДРУК |
28 |
|
|
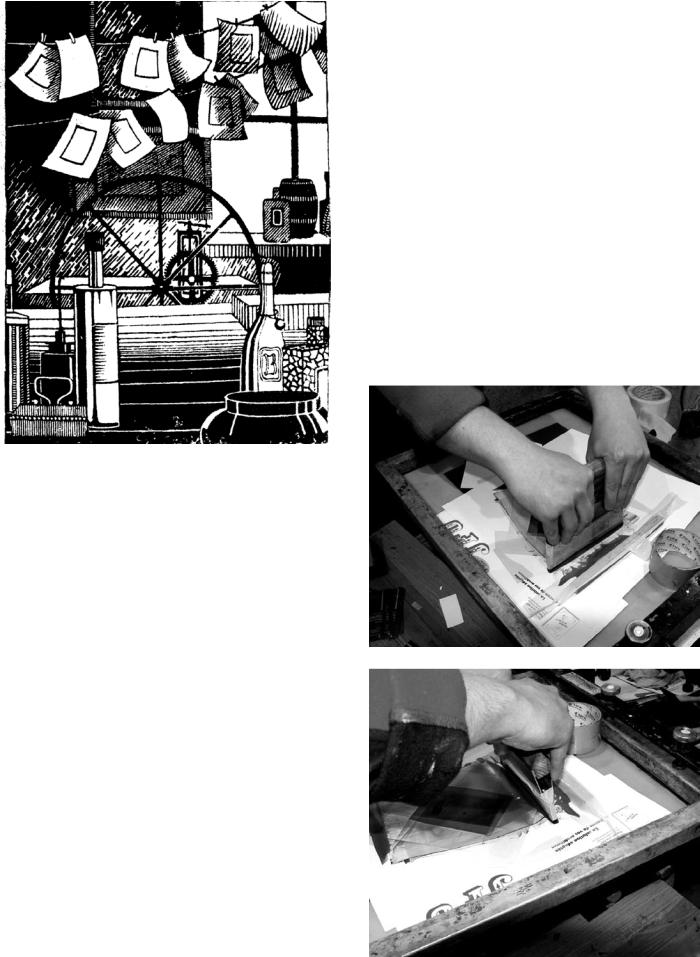
Папір нарізаеться на вессь тираж одноого розміру з допусском на осстаточну о обрізку. На талер наклеюються упорні планки зі сму жок паперу або сскочу.Їх посстійне е положенння дасть змогуоотримати однакові відбитки і допоможе при здійсненені точноої приводки.
Ракельна поверхня рами маскуееться папером ти сскачем. Це сспро стить відмиванння сітки та зєконнмить розчинниник. Для ракеля накле юється з картону у ракельний у упор, на якому він буде лежати при піднятті сітки. на ниижній ссторонні сітки перед ракелем наливається фарба.
для №77 – 30 I/ni; №100 25 I/ni; №120 17 I/ni; №140 12 I/ni.
Для великих рам (2 3 м) натяжіння зменьшується на 15 30%
Трафаретні тканини впродовж 2 3 годин знижують ступінь натяжіння, потім він стабілізується, тому нанесення ємульсії слід проводити після стабілізації рами.Длля точної приводки при багатокольровому друку і коли друк проводиться с декількох рам, треба бомагатися одинакового ступіню натяжіння і проводити всі технологічні опе рації у відповідності до технологічних вимог виробника матеріалу.
Слід пам'ятати, що для якісного дру кудрібних елементів та тонких ліній раму слід наклевати у натяжному пристрої не паралельно основі тканини, а під кутом при близно у 1500 Це дасть змогу запобігти утворенню ефера «зубчиків» по краю шару фарби.
Виготовлення диапозитивів
Дипозитави для вигодовлення дру карської форми (трафарету) на сітці можна виготовити декількома способами:
Ручний спосіб.
На прозорій плівці або спеціальній типографській кальці непрозорою чорною або темночервоною фарбою малюється зораження. Такий спосіб прийнятний у ав рорській друкованій графіці коли бажано зберігти відбиток авторської руки, і коли автор майстерно володіє пензлем, та друк проводиться у одну факбу. При багатоколь оровому друкуванні для кожної фарби виго товляється своя плівка з нанесенням на неї приводних міток крестів для приводу фарб. Слід уважно слідкувати за співпадінням міток та малюнків у відповідності до ескізу або орігінал макету. Слід також продумати послідовність друку кольорів та перекриття шарів фарби.
Фотографічний спосіб.
Дипозитив виготовляеться на фотоплівці за технололіями наявної фотографічної лабо раторії. Основні вимоги до діапозитивів: прозорість плівки та контрастністьзора ження (непрозорість малюнку та відсутність сірих тонів) зораження. Привідні мітки слід витавити на орігіналі до його фото графування на плівку відповідного розміру
ТЕХНІКИ АВТОРСЬКОГО ДРУКУ ОФОРТ ЛІТОГРАФІЯ ДЕРЕВОРИТ ЛІНОРИТ ШОВКОТРАФАРЕТНИЙ ДРУК |
29 |
|
|
спеціальним студійним фотоапаратом, або до сканування.
При проявці слід викоритовувати позитивний процес або потім проводити конртотипування (переведення негативу в позитив). Можливо викоритання різних ефектів, влативих класичній фотографії так званого морого поцесу, для досяг нення особливих виразних можливотей у авторській графіці що репродукується засобами шовкорафаретного друку.
Тональні зобтаження можна репродуку вати виготовлячи позитив застосовучи спеціальні поліграфічні растри, придатні для шовкорафаретного друку та номеру відповідної сітки
Комп'ютерний спосіб. Сучасне комп'ютерне та програмне забеспечення поліграфічного процесу дозволяє отри мувати дипозитиви для шовкорафарет
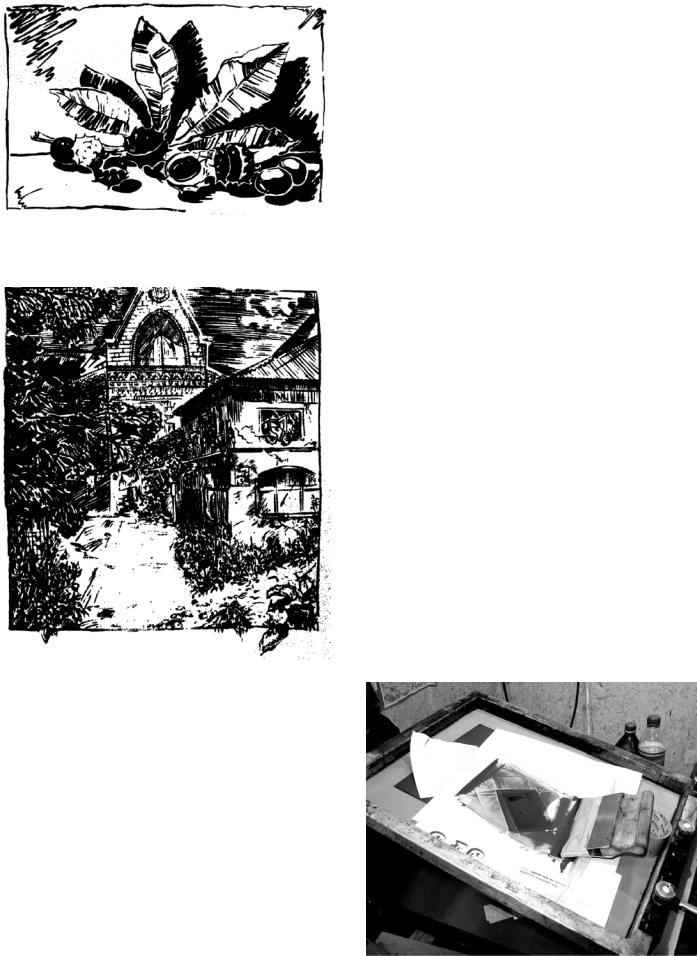
Для друку ссітка опусскається. Ракель береться обома руками, щіль но притисскається до ссітки і протягується по нній разом з фарбою. При цьому фарба продавлюється на папір, а залишки її зрізаються. Посстійно о треба коннтролювати заповненність всієї ї ширини и ракеля фарбою, бо витрати фарби можуть бути різні в залежноссті від площі відкритих поверхнь форми. Друк повинен н проходити з од нооієї протяжки ракеля!
ТЕХНІКИ АВТОРСЬКОГО ДРУКУ ОФОРТ ЛІТОГРАФІЯ ДЕРЕВОРИТ ЛІНОРИТ ШОВКОТРАФАРЕТНИЙ ДРУК |
30 |
|
|
ного друку у повній відповідності до тех нологічного процесу, тобто з нанесенням приводних та обрізних міток, роподілом на кольри, розкладом на друкарський аркуш відповідного розміру.
Попередня обробка малюнка про водится за допомогою різних графічних пакетів програм (Adobe Photoshop, Adobe Illustrator, Adobe InDesign, QuarkXPress, CorelDRAW), які дозволяють створити оригінал макет для друку у відповідності до технічних вимог шовкорафаретного друку.
Плівки для друку можна вивети коритучись послугами сучасних репро центрів, що існують при кожному вели кому видавничому комплексі та надають такі послуги. Якщо орігінал не дуже склад ний, не перебільшує формата А4, а якість приводки фарб не є критичною, то плівки вожна отримати за допомогою наявного звичайного офісного лазерного принтера. Поділ на кольри та розтановку міток можна зробири «вручну», якщо фарби лягають плашками або лініями, або програмними засобами.
Для виводу плівок викогитову ються тіж програми, що і для розробки ориігінал макетури тональному друку вели чину та характер растру мона регулювати можливотями або програми, або принтера. Друк слід проводити на спеціальні плівки або кальки с матовим покриттярекомендо вані виробноком. Вимоги якості стандартні. Чорне не повинно бути прозорим!
Висоота верстата регулюється відносно но зроссту друкаря. Швидкий друк потребує зручноої організаціїї робочого місця.
Зворотній рух ракеля робиться ззовсім слабким тисском при мало
му туті нахилу |
та піднятій рамі.На сітці повинен ун утворитисся тоннкий |
||
і рівноомірний й |
шар |
фарби, який не е дасть змогу |
їй засоохнуути. Це |
осообливо важливо |
при роботі з швидкосоохнуучими |
шовкографськи |
|
ми фарбами. Щоб зповільниити процес висииханння фарби у тоннкому шарі на сітці до фарб додаються спеціальні, рекоменндовані вироб