

3.1.3. Окраска рам и кузовов, общая сборка
Окраску рам и кузовов применяют для защиты их от агрессивного воздействия внешней среды и придания им декоративного вида. На качество покрытия большое влияние оказывают правильный выбор лакокрасочных материалов, состояние окрашиваемой поверхности и полнота выполнения процесса окраски (рис. 7).
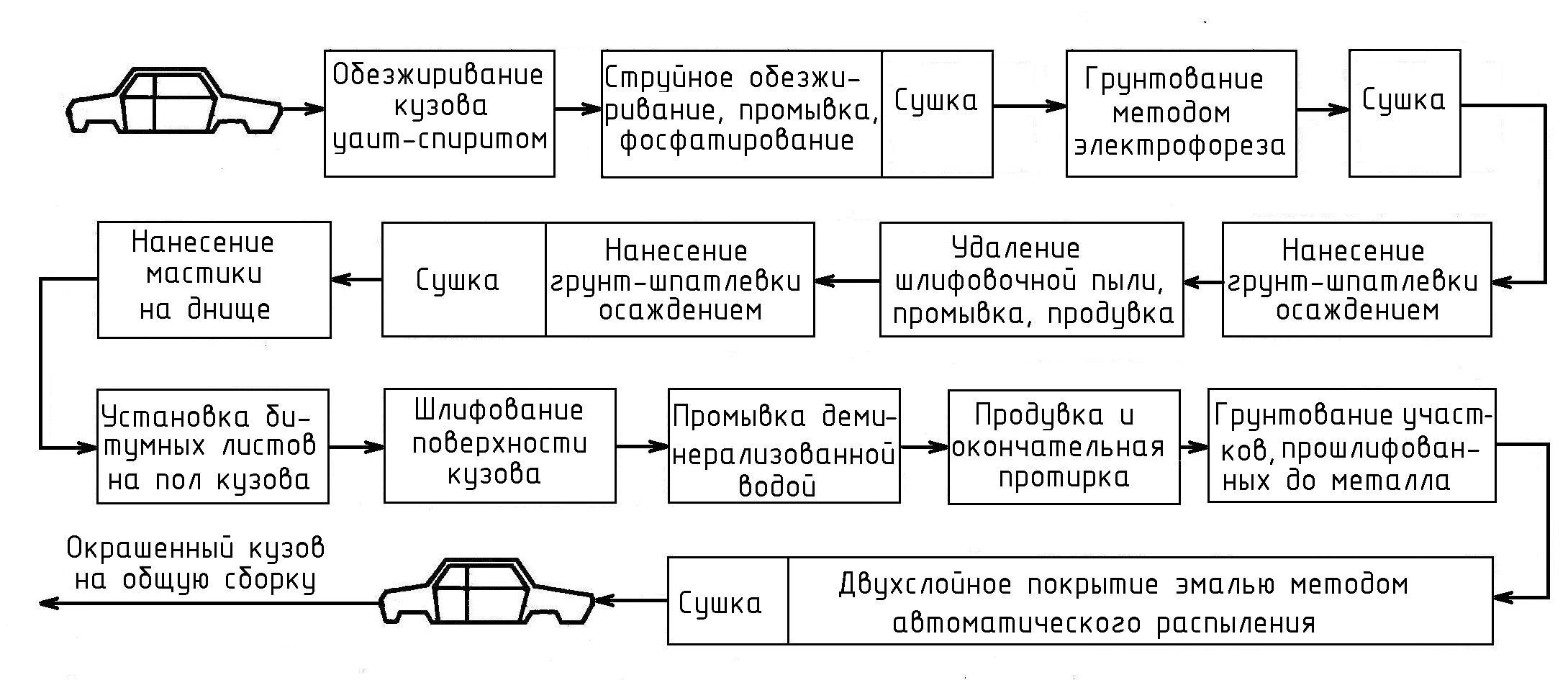
Рис. 7. Технологическая схема окраски кузова легкового автомобиля
Для окраски кабин и кузовов легковых автомобилей применяют синтетические эмали МЛ-12, МЛ-197 и др. с предварительным нанесением грунта ГФ-020 или ФЛ-03к. Поверхности, окрашенные этими эмалями, по сравнению с нитроцеллюлозными эмалями, обладают лучшими защитными и декоративными свойствами и не требуют полирования. Число наносимых слоев при этом сокращается с пяти или шести до двух или трех. Недостаток синтетических эмалей – высокая температура сушки [1].
Для подготовки поверхности к окраске применяют механические и химические методы. Последние предусматривают обезжиривание, травление и фосфатирование. Эти операции выполняют окунанием в ванны [2].
Для нанесения лакокрасочных материалов на рамы и кузова используют распыление воздушное и безвоздушное, в электростатическом поле, электроосаждение и др.
Окраска воздушным распылением. Этот метод предусматривает нанесение покрытия на кузов с помощью пневматических распылителей в камерах с вытяжной вентиляцией.
Лакокрасочный материал под действием сжатого воздуха распыляют в краскораспылителе на мельчайшие капли, которые, попадая на окрашиваемую поверхность, сливаются друг с другом и образуют покрытие.
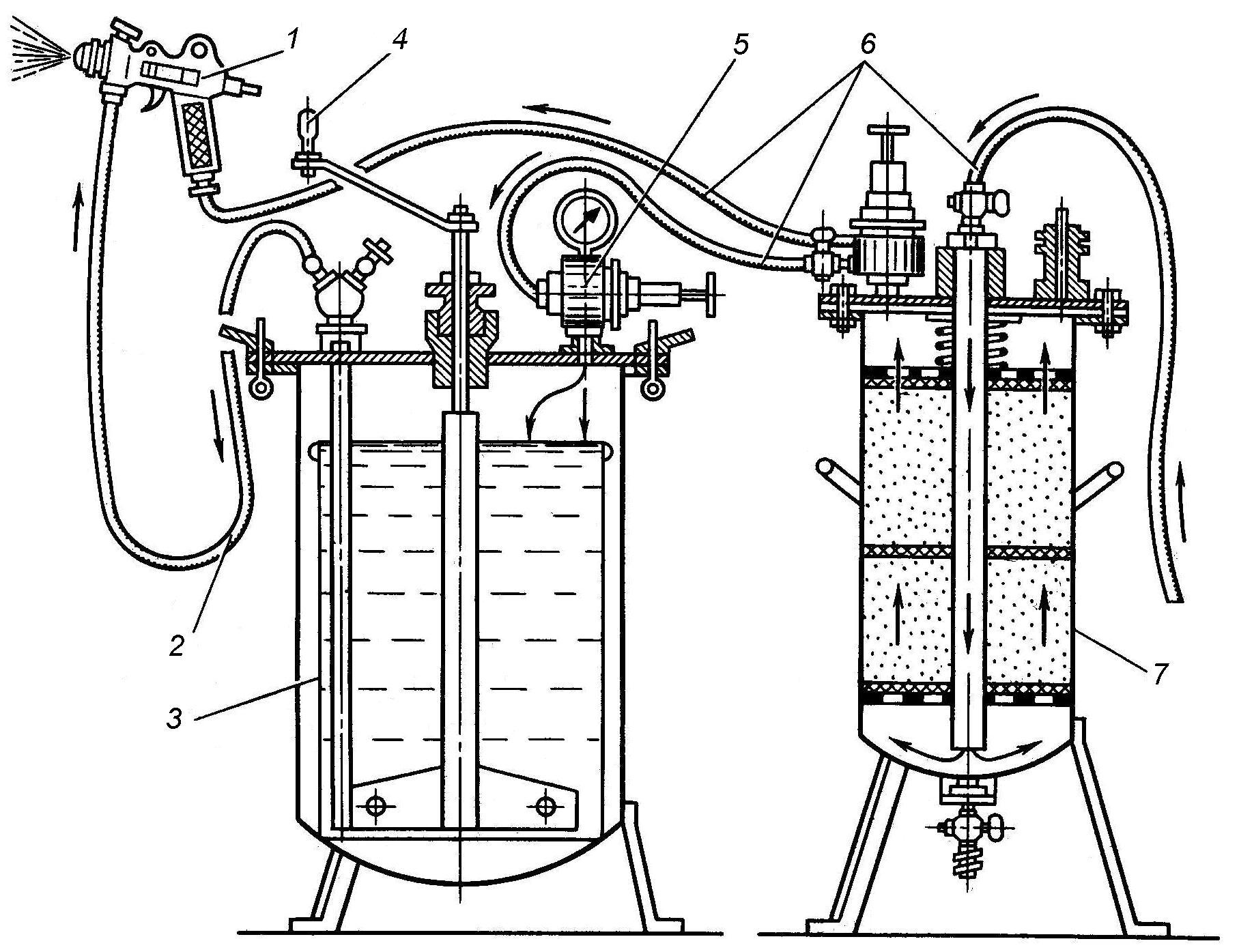
Рис. 8. Пневматическая краскораспылительная установка:
1 – краскораспылитель; 2 – шланг для подачи краски; 3 – бак с краской; 4 – мешалка; 5 – регулятор давления; 6 – воздушные шланги; 7 – масловлагоотделитель
К недостаткам метода воздушного распыления относятся: образование тумана из лакокрасочного материала, что ухудшает санитарно-гигиенические условия труда; необходимость интенсивного удаления загрязненного воздуха; большие потери краски – 30...60 % в зависимости от размеров и конфигурации кузова или кабины; повышенный расход растворителей для доведения лакокрасочного материала до рабочей вязкости.
Окраска безвоздушным методом. Безвоздушное распыление основано на подаче лакокрасочного материала насосом к соплу краскораспылителя под высоким давлением со скоростью, при которой поток жидкости дробится на мелкие частицы. При выходе лакокрасочного материала из сопла давление падает до атмосферного и растворитель мгновенно испаряется, что способствует размельчению краски. Факел материала при безвоздушном распылении четко очерчен и защищен от окружающей среды оболочкой паров растворителей, что предотвращает рассеивание частиц материала в окружающую среду.
По сравнению с пневматическим распылением этот метод имеет ряд преимуществ: снижение на 10...15 % потерь краски на туманообразование; уменьшенный расход растворителей благодаря возможности распыления более вязких материалов; уменьшение продолжительности окраски вследствие нанесения меньшего числа слоев покрытия; использование вентиляционных установок меньшей мощности; лучшие санитарно-гигиенические условия труда за счет уменьшенного туманообразования.
К недостаткам метода следует отнести: необходимость более тонкого помола лакокрасочного материала; ограниченность применения метода при работе с малыми подачами распыляемого материала или размерами факела; более низкое по сравнению с пневматическим распылением качество покрытия.
При безвоздушном распылении используют специальные установки, в которых краску нагревают в замкнутой системе до 100 °С и под давлением 4...6 МПа подают к соплу распылителя.
Окраска распылением в электростатическом поле. Этот метод является наиболее совершенным, он получил наибольшее распространение в автомобилестроении благодаря ряду преимуществ перед методом пневматического распыления: позволяет значительно сократить потери материала, автоматизировать процесс окраски в сочетании с терморадиационной сушкой, повысить культуру производства и уменьшить стоимость окрасочных работ.
Сущность метода окраски в электрическом поле высокого напряжения заключается в следующем. Между двумя электродами, находящимися под напряжением и расположенными на расстоянии друг от друга, создается электрическое поле. Один из электродов имеет острые кромки. При повышении напряжения до определенного значения воздух возле этих кромок ионизируется, т.е. приобретает электрический заряд, и начинает двигаться по направлению силовых линий поля к противоположному электроду. При столкновении заряженного воздуха с молекулами незаряженного образуется коронный разряд и последние заряжаются. Электрод, вокруг которого возникает разряд, называют коронирующим. Одним из электродов является окрашиваемый кузов (положительный заземленный электрод), а другим – коронирующий электрод (отрицательный). В создавшееся между ними постоянное электрическое поле высокого напряжения вводят распыленный лакокрасочный материал, частицы которого, заряжаясь от ионизированного воздуха или кромки электрода, двигаются по силовым линиям электрического поля и осаждаются на заземленном кузове, образуя на его поверхности равномерное покрытие из лакокрасочного материала.
Детали из пластмассы окрашивают в электростатическом поле при использовании токопроводящей грунтовки или поверхностно-активных веществ. Последние наносят на поверхность непосредственно перед окрашиванием.
Окраска электроосаждением. Этот метод применяют для окраски рам, так как к качеству их декоративности покрытия не предъявляют высоких требований. Электроосаждением наносят эмаль ФЛ-149Э черного цвета и грунтовку ФЛ-093 погружением в ванну. Рама в ванне является анодом, а корпус ванны или специальные пластины – катодом. Под действием постоянного тока 250 В отрицательно заряженные частицы краски перемещаются к положительно заряженной раме и равномерным слоем оседают на ее поверхности, проникая в труднодоступные при других методах окраски места. После окраски раму сушат 20...30 мин при 170...200 С. Процесс электроосаждения полностью автоматизирован, менее токсичен по сравнению с другими методами, пожаробезопасен.
Окрашенные рамы и кузова подвергают, как правило, искусственной сушке конвекционным или терморадиационным методом. Лучшее качество покрытия достигается при втором способе. Окрашенные кузова поступают на конвейер общей сборки кузова. Собранный кузов от готового автомобиля отличается отсутствием двигателя, трансмиссии и ходовой части. Схема технологического процесса сборки кузова легкового автомобиля ГАЗ в упрощенном виде может быть представлена так:
очистка метчиками (прогонка) всех резьбовых отверстий, нанесение клея на фланцы дверей в местах наклейки наружных уплотнителей, прокладка и крепление пучка электропроводки, монтаж масляного радиатора и стойки облицовки радиатора;
установка накладок и облицовки боковин, ограничителей дверей, приклейка изоляции крыши и передка, установка замка капота и уплотнителя капота;
установка облицовки радиатора, замка и молдинга багажника, замка крышки бензоналивного люка и подставок сидений;
монтаж коробов вентиляции, замков дверей с приводами и тягами;
установка деталей обдува заднего окна, наружных ручек дверей, включателя плафона, опрыскивателя и изоляции щитка передка;
прокладка троса жалюзи, установка кронштейна и бачка омывателя, сигналов, привода ручного тормоза;
приклейка уплотнителей дверей и багажника, установка изоляции пола и поперечины, прокладок крыши и трубки торсионов багажника;
монтаж короба отопителя, валика акселератора, подфарников, задних фонарей, фар и фонаря номерного знака;
установка окантовок окон дверей и желобов, стеклоподъемников, опускных и поворотных стекол;
монтаж реле сигналов, потолка, плафона, противосолнечных козырьков и поручней;
установка панели стеклоочистителя, катушки зажигания и педалей;
вставка переднего и заднего стекол, заклейка пленкой внутренних панелей дверей, установка декоративных порожков пола, боковых ковриков, кантов и облицовок центральных стоек;
монтаж панели приборов в сборе, подключение проводов, установка рулевого управления;
установка панелей внутренней отделки дверей и арматуры, привода замка капота; монтаж гидроусилителя и разделителя тормозов, подсоединение всех проводов в подкапотном отсеке, в салоне и багажнике;
установка шумоизоляционных прокладок, нанесение клея между уплотнителем окон и стеклами, между уплотнителями и кузовом, проверка кузова на герметичность;
контроль и устранение негерметичности;
обдув кузова воздухом, протирка и очистка стекол, уборка кузова внутри и установка сидений;
контроль качества сборки и сдача кузова.
Собранный кузов поступает на линию сборки автомобилей (главный конвейер), где на него устанавливают двигатель, агрегаты ходовой части и трансмиссии [2, 3].