

3.1. Влияние отдельных факторов на процесс обработки металлов давлением
Пластичность металла зависит от его химического состава, температуры нагрева, скорости и степени деформации, условий трения на поверхности контакта металла и инструмента, а также схемы напряженно-деформированного состояния.
Различные металлы и сплавы обладают не одинаковой пластичностью. Литой металл в виде слитков обладает меньшей пластичностью,чем металл, подвергнутый горячей деформации. Металл, имеющий крупнозернистую структуру, менее пластичен, чем мелкозернистый. Чистые металлы более пластичны, чем сплавы. Нагрев металла вызывает значительное повышение его пластичности иснижение сопротивления деформированию за исключением небольшого температурного интервала хрупкости (для стали 300-400С).Сопротивление металла деформированию при горячей обработке давлением снижается в 15-20 раз по сравнению с обработкой в холодном состоянии, что позволяет применять менее мощные машины.
3.2. Основные положения обработки металлов давлением
В основе всех способов обработки металлов давлением лежит процесс пластической деформации, при которой изменяется форма без изменения его массы. Все расчеты размеров и формы тела при обработке давлением основаны на законе постоянства объема, суть которого заключается в том, что объем тела до и после пластической деформации остается неизменным:V1=V2= const.
Изменение формы тела может происходить в направлении трех главных осей; при этом каждая точка стремится переместиться в том направлении, в котором создается наименьшее сопротивление ее перемещению. Это положение в теории обработки металлов давлением носит название закона наименьшего сопротивления. Так,например, если при прокатке в двух валках с поперечными насечками течение металла вдоль оси прокатки сдерживается, а в поперечном направлении увеличивается, то при круговых насечках будет наблюдаться обратное явление. Другим примером действия закона наименьшего сопротивления может служить превращение заготовки прямоугольного сечения при ее осаждении в поковку круглого сечения.
Законы постоянства объема и наименьшего сопротивления распространяются на все способы обработки металлов давлением.
Любой процесс обработки металлов давлением характеризуется очагом деформации и коэффициентами деформации. Рассмотрим очаг деформации и его параметры при продольной прокатке между двумя валками (рис 19, 20).
Разность высоты прокатываемой заготовки до прокатки и после, представляющая собой величину произведенной деформации, называют линейным или абсолютным обжатием: Δh=h0–h1.
Отношение этой величины к первоначальной высоте сечения прокатываемой заготовки называется относительным обжатием и выражается обычно в процентах:
![]() .
.
Разность ширины поперечного сечения прокатываемого металлла после прокатки и до прокатки называется уширением: Δb=b1–b0.
Металл при прокатке подвергается деформации неодновременно по всей длине, а только на некотором участке, который по мере вращения валков перемещается по прокатываемому металлу. Этот участок называется поясом деформации и определяется дугой АВ.
Д угаАВназывается дугой захвата, а угол, образованный двумя
радиусами, проведенными из центра валка
в точкиАиВ, углом захвата,
который может быть вычислен следующим
образом:
угаАВназывается дугой захвата, а угол, образованный двумя
радиусами, проведенными из центра валка
в точкиАиВ, углом захвата,
который может быть вычислен следующим
образом:
![]() ,
,
где R– радиус валка прокатного стана;
![]() .
.
Длина дуги захвата АВ
![]() .
.
При малых углах захвата (менее 20 ) дуга может быть приравнена хорде и тогда уравнение примет вид, более удобный для практического использования.
ТреугольникАВСподобен треугольникуАВЕ, следовательно,АВ/ВС=ВЕ/АВ;АВ2=ВЕВС, т.е.
![]() или
или![]() ,
,![]() .
.
За счет производимого валками уменьшения высоты сечения прокатываемого металла (обжатия) длина металла ввиду постоянства его объема будет увеличиваться. Отношение длины l1, которую металл будет иметь после выхода из валков к первоначальной длинеl0называется вытяжкой:
![]() .
.
Так как при прокатке l1 > l0, то. Практически за один проход11-16, но в некоторых случаях может достигать 3.
По высоте полоса тоже меняет свои размеры: коэффициент деформации по высоте (коэффициент уменьшения высоты) h1/h0.
Коэффициент деформации по ширине, или коэффициент уширения b1/b0.
Обозначим площади поперечного сечения полосы до и после прокатки соответственно F0=h0b0иF1=h1b1, тогда
F0l0=F1l1илиF0/F1=l1/l0=,
т.е. отношение площадей поперечного сечения полосы обратно пропорционально длинам.
Из закона постоянства объема можно записать:
h0b0l0=h1b1l1,
следовательно,
h1/h0 = (b0l0)/(b1l1) = ,
b1/b0 = (h0l0)/(h1l1) = .
И, наконец,
(h1b1l1)/(h0b0l0) = 1 или.
Рассмотрим понятие о смещенном объеме и скорости деформации. Для этого используем основное уравнение закона постоянства объема .
Логарифмируя последнее уравнение, получим:
![]() .
.
Геометрический смысл уравнения следующий: уменьшение высоты вызывает увеличение длины и ширины. Если смещение по высоте обозначить отрицательным знаком (высота уменьшается), а по длине и ширине положительным, то алгебраическая сумма смещений, взятых по всем направлениям, будет равна нулю.
Сопоставив эти рассуждения с нашим уравнением, увидим, что натуральный логарифм коэффициента деформации в каком-либо направлении представляет собой удельный смещенный объем в том же направлении, а сумма таких удельных объемов, взятых по всем направлениям, равна нулю.
Для подтверждения этого рассмотрим случай сжатия цилиндра под молотом или прессом.
При деформации цилиндра на бесконечно малую высоту dhсмещенный объем
dVд=Fdh,
где F=V/h– площадь сечения.
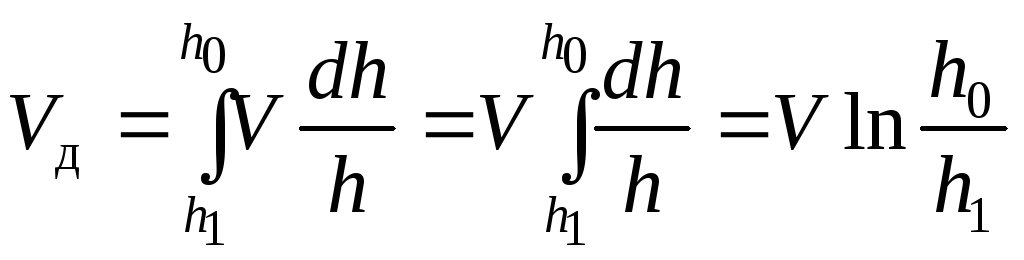
Так как V= const, тоdVд= (Vdh)/h. Интегрируя данное дифференциальное уравнение, получим:
 ,
,
а так как h0/h1= 1/γ, то полный смещенный объем составитVд = Vln(1/γ).Тогда удельный смещенный объем
Vд/V = ln(1/γ) = lnλ.
Таким образом, удельный смещенный объем при сжатии – натуральный логарифм единицы, деленный на коэффициент деформации по высоте.
Смещенный объем служит так же и мерой скорости деформации, под которой обычно подразумевается отношение удельного смещенного объема к промежутку времени, в течение которого смещается этот объем. Если обозначить удельный смещенный объем lnε, а время смещения этого объема в секундах через τ, то скорость деформации vдеф= ln(ε/τ), с-1.
Повышение скорости деформации, под которой понимают изменение степени деформации в единицу времени, приводит обычно к повышению сопротивления металла деформации и снижению его пластичности. Объясняется это тем, что процесс рекристаллизации не успевает завершиться при больших скоростях деформации и наблюдается явление упрочнения металла. Поэтому для получения одной и той же заготовки под молотом приходится затрачивать большую работу и усилия, чем при ковке ее под прессом.