

3.6. Свободная ковка
Ковкойназывается процесс обработки металла, находящегося в пластическом состоянии под действием бойка молота (динамическое воздействие) или пресса (статическое воздействие) с использованием при необходимости подкладного инструмента.
Изделие, полученное ковкой, называют поковкой. Поковки могут иметь самую разнообразную форму и массу от нескольких граммов до сотен тонн.
Большие поковки получают непосредственно из слитков, поковки средних и малых размеров – из прокатных заготовок.
Ковку применяют в условиях единичного и мелкосерийного производства. Заготовку куют между нижним (неподвижным) и верхним (подвижным) бойками молота или пресса.
Узкие углубления, пазы, канавки, отверстия малых диаметров при ковке получить трудно, а в некоторых случаях и невозможно. Поэтому эти элементы ковкой обычно не выполняют, а оставляют в соответствующих местах поковок излишек металла – напуски. Размеры поковок по сравнению с размерами готовых деталей увеличивают на величину припусков, удаляемых затем при обработке резанием.
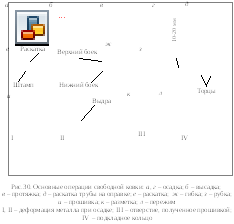
Основные операции свободной ковки представлены на рис.30.
Осадка– увеличение площади поперечного сечения с одновременным уменьшением высоты. Во избежание изгиба продольной оси осаживаемой заготовки ее длина не должна превышать диаметр более чем в 2,5 раза (Н2,5d).
Осадку части заготовки называют высадкой. Высаживать можно головки болтов, заклепок и т.д.
Протяжка– увеличение длины заготовки за счет уменьшения площади ее сечения. Ее осуществляют последовательным обжатием заготовки с постепенной подачей ее вдоль оси и поворотом ее вокруг этой оси после каждого обжатия. Протяжку применяют при ковке длинных поковок.
Прошивкувыполняют в три приема. Сначала ударами молота глубоко вгоняют в поковку инструмент – прошивень. Затем поковку с застрявшим в ней прошивнем переворачивают, кладут на подкладное кольцо и легким ударом удаляют прошивень из отверстия.Это глухое отверстие называют наметкой, а оставшийся слой металла – пленкой. Затем прошивнем удаляют и оставшийся слой металла –пленку. Образующийся при этом отход металла называют выдрой.
Массу заготовки для средней поковки определяют, суммируя массы обработанной детали, припусков и напусков, технологических отходов (выдры) и угара металла (от 1,5 до 3 %).
Перед ковкой заготовку нагревают до температуры ковки в камерной печи или другом нагревательном устройстве. Как правило, ковка начинается с осадки заготовки для получения улучшенной структуры металла.
Молот, необходимый для ковки, выбирают по массе падающих частей Gпо справочным таблицам в зависимости от массы и сложности формы поковок.
Грубо массу можно определить по следующей формуле:
![]() ,
,
где k – величина удельного сопротивления металла деформированию при температуре окончания процесса ковки, Н/м2;F – площадь проекции поковки на плоскость бойка в конце ковки, м2.
Если ковку выполняют на прессе, то необходимое усилие пресса выбирают примерно равным массе падающих частей молота в килоньютонах, умноженному на 1000.
Для ковки используют пневматические или паровоздушные молоты и ковочные гидравлические прессы.