

2.2. Технология получения отливок
Технологический процесс производства отливок в песчано-глинистых формах включает формовку, т.е. приготовление полуформы и стержней; сборку литейных форм; заливку расплава, выбивку и очистку отливок.
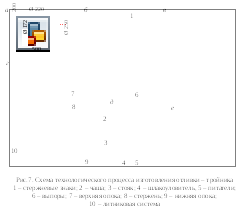
Для облегчения изучения процесса изготовления отливки рассмотрим схему технологического процесса (рис.7).
По чертежу детали (рис.7, а) технолог-литейщик разрабатывает чертеж модели и стержневого ящика. В модельном цехе по этим чертежам изготовляют модель (рис.7,б) и стержневой ящик (рис.7,в), при этом учитываются припуски на механическую обработку и усадку сплава при остывании. С целью получения опорных поверхностей для установки стержней на моделях выполнены стержневые знаки. По стержневому ящику формуют стержень (рис.7,е), который предназначен для образования в отливке внутренней полости.
Для заливки формы металлом имеется литниковая система, состоящая из чаши, стояка, шлакоуловителя, питателей и выпоров (рис.7, д). При сборке в нижнюю полуформу устанавливают стержень, затем соединяют обе полуформы и нагружают балластом. Литейная форма в сборе показана на рис.7,г.
В плавильном отделении расплавляют металл и заливают в формы. Остывшую отливку выбивают из формы и передают в отделение очистки и обрубки, где ее очищают от формовочной и стержневой смеси и обрубают остатки литника, заливы и др.
Модели – приспособления, при помощи которых в формовочной смеси получают отпечатки – полости, соответствующие наружной конфигурации отливок. Отверстия и полости внутри отливок образуют при помощи стержней, установленных в форме при их сборке.
Размеры модели делают большими, чем соответствующие размеры отливки, на величину линейной усадки сплава, которая составляет для углеродистой стали 1,5-2 %, чугуна 0,8-1,2 %, бронз и латуней 1-1,5 % и т.д. Для облегчения изготовления моделей из формовочной смеси при формовке стенки моделей должны иметь формовочные уклоны (для деревянных моделей 1-3, для металлических 1-2) В местах сопряжения делают плавные сопряжения радиусомR= 1/5-1/3 средней толщины соприкосновения стенок.
Преимущество деревянных моделей – дешевизна и простота изготовления, недостаток – недолговечность. Модели окрашивают для чугунных отливок в красный цвет, для стальных в синий. Стержневые знаки окрашивают в черный цвет.
Металлические модели чаще всего делают из алюминиевых сплавов. Эти сплавы легки, не окисляются, хорошо обрабатываются резанием.
При машинной формовке обычно применяют металлическую модельную оснастку с установкой модели и литниковой системы на металлической модельной плите.
Стержни формуют в деревянных или металлических стержневых ящиках.
Формовка, как правило, производится в опоках – прочных и жестких металлических ящиках различной формы, предназначенных для изготовления в них литейных полуформ из формовочной смеси путем ее уплотнения.
Для изготовления литейных форм и стержней применяют смеси из природных песков и глин с добавкой необходимого количества воды. Качество, состав и свойства материалов и смесей зависят от условий кристаллизации металла в литейной форме.
Формовочные и стержневые смеси должны иметь следующие свойства:
прочность (для сохранения целостности при сборке, транспортировании, механическом воздействии);
газопроницаемость;
огнеупорность (при соприкосновении с металлом не должны плавиться, спекаться, пригорать к отливке, размягчаться);
пластичность (сохраняют форму после снятия нагрузки);
неприлипаемость смеси к модели, стержневому ящику и в плоскости разъема формы;
негигроскопичность;
теплопроводность;
легкость удаления смеси при очистке отливок;
долговечность, т.е. способность смесей сохранять свойства после многократного использования;
дешевизна.
Свежих формовочных материалов, т.е. песка и глины требуется в среднем 0,5-1 т на 1 т литья, в то время как расход смесей для изготовления форм и стержней составляет 4-7 т. Главной частью в смесях являются отработанные формовочные материалы, свежие материалы служат только для замены песчаных зерен, превращающихся в пыль, и для сохранения связующих способностей глин.
Зерновая часть песков должна состоять преимущественно из зерен кварца (SiO2); в лучших сортах песка содержание SiO297 %, в худших содержание SiO290 %.
К глинистой части песка условно относят все содержащиеся в нем частицы размером менее 0,022 мм.
Формовочные глины – это пески, содержащие более 50 % глинистых веществ. Глины делятся на формовочные обыкновенные и бектонитовые. К бектонитовым относятся глины, состоящие в основном из кристаллов монтмориглионита Al2O34SiO2H2O +nH2O. Этот материал сильно набухает в воде, что увеличивает связующие свойства глин. Бектонит применяется для изготовления форм и стержней, не подвергающихся высушиванию.
Обыкновенные формовочные глины состоят в основном из кристаллов каолина Al2O32SiO22H2, не обладающих внутрикристаллическим набуханием.
Для стального литья берут самую огнеупорную глину с высокой термохимической устойчивостью – не менее 1580 С, для чугуна – со средней устойчивостью не менее 1350С, для цветного литья термохимическая устойчивость глин не ограничивается.
Для изготовления формовочных и стержневых смесей, кроме песка и глины, применяют органические и неорганические связующие материалы. Органические связующие материалы сгорают и разлагаются при высоких температурах. К этим материалам относят льняное масло, олифу, крепетель (растительное масло, канифоль, уайт-спирит), пек торфяной и древесный, канифоль, пектиновый клей, патоку и ряд других. В качестве неорганических связующих используют цемент и жидкое стекло.
В литейных цехах, имеющих механизированные землеприготовительные заготовки, пользуются единой формовочной смесью. В цехах с меньшей степенью механизации употребляют облицовочные и наполнительные смеси; первые более качественные и служат для образования внутреннего, соприкасающегося с отливкой слоя.
Материалы для стержней – стержневые смеси – выбирают в зависимости от конфигурации стержней, их расположения в форме. Они должны иметь высокую прочность, обладать достаточной податливостью, чтобы не препятствовать усадке металла, хорошей газопроницаемостью. В производстве отливок из сталей и чугуна для приготовления таких стержней применяют качественные песчано-масляно-смоляные смеси (чистый кварцевый песок и полимерный связующий материал – смола или жидкое стекло). Стержни менее ответственные и с более толстым сечением изготавливают из смесей, состоящих из 91-97 % SiO2и 3-4 % глины с добавлением жидкого стекла или других связующих. Для массивных стержней используют менее качественные смеси, изготовленные из 30-70 % SiO2,20-60 % оборотной земли и 7-10 % глины, являющейся основным связующим материалом.
Для предотвращения пригара и улучшения качества поверхности отливок формы и стержни покрывают тонким слоем противопригарных материалов. Для сырых форм противопригарными материалами служат припылы, в качестве которых используют порошкообразный графит (для чугунных отливок) и пылевидный кварц (для стальных отливок). Для сухих форм приготавливают противопригарные краски. Краски представляют собой водные суспензии из тех же материалов – графит (для чугуна), кварц (для стали) со связующими. Краски наносят на горячие формы и стержни, не успевшие остыть после сушки.