

3.4. Волочение
При волочении металл протягивается через отверстие волочильного инструмента (волоки) и принимает размеры и форму этого отверстия (рис.23).
Волочением получают всю проволоку диаметром от 0,006 до 6,5 мм, калиброванный металл круглого и некруглого сечения, т.е. металл с гладкой блестящей поверхностью в прутках постоянного сечения по длине, высокой точности размеров, трубы малых диаметров, а также фасонные профили высокой точности.
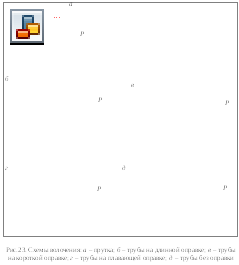
1. Волочение без внутренней оправки.
Внутренняя поверхность трубы получается неровной, сморщенной, такие трубы наиболее дешевые.
2. Волочение на короткой оправке.
Внутренняя поверхность получается хорошая. Этот способ очень распространен для труб малой длины, которая ограничивается длиной оправки, закрепленной неподвижно.
3. Волочение на длинной подвижной оправке, протягиваемой вместе с трубой.
Этим способом можно получать длинные трубы с точными размерами. Недостатком способа является сложность удаления оправки из трубы.
4. Волочение на плавающей оправке.
Данный способ не имеет ограничений по длине протягиваемой трубы.
Как правило, основную деформацию металла осуществляют в горячем состоянии путем прокатки или прессования, а более дорогое – волочение – осуществляют в холодном состоянии как чистовую операцию для получения высокого качества поверхности и точности, следствием чего является повышение прочностных свойств готового изделия.
Деформация металла при волочении характеризуется вытяжкой и относительным обжатием:
![]() ;
;![]() и
и![]() ,
,
где Dиd– диаметр прутка (проволоки) соответственно до и после волочения.
Для трубы важной характеристикой является также относительное изменение толщины ее стенки:
![]() ,
,
где t и t1 – толщина стенки трубы соответственно до и после волочения.
Обычно волочение ведут в несколько пропусков, поэтому различают деформацию за один пропуск (ед,ед,) и заnпропусков (,). Эти величины связаны между собой следующим образом:
![]() ;
;![]() .
.
Основными характеристиками процесса волочения являются напряжение волочения на выходе из волоки 1 и усилие волочения P.
Усилие волочения существенно зависит от производственных факторов: величины деформаций, формы и размеров исходной и конечной полосы, свойств и качества внутренней поверхности матрицы и условий ее смазки, свойств деформируемого металла, скорости волочения и т. д.
Во избежание обрыва металла процесс волочения ведут с некоторым запасом по прочности:
![]() ,
,
где т – предел текучести металла;1 –среднее по сечению напряжение.
При волочении труб и прутков = 1,3-1,4, а волочение тонкой проволоки осуществляется с запасом= 1,8-2,0.
В процессе волочения металл наклепывается, уменьшается его запас пластичности и возрастает усилие волочения. При повторном волочении вероятность обрыва возрастает. После определенной суммы деформаций за несколько операций дальнейшее волочение становится невозможным, необходим отжиг с целью восстановления первоначальных свойств металла.
Для стали суммарное обжатие составляет 75-80 %, после чего нужен отжиг. Медная проволока малыми единичными обжатиями может быть вытянута в 50000 раз без промежуточного отжига.
Весьма перспективен и экономически выгоден процесс волочения в теплом состоянии, особенно для труднодеформируемых и малопластичных материалов (молибден, вольфрам, высоколегированные стали).
При волочении в теплом состоянии наклеп часто снимается, что увеличивает пластичность металла и уменьшает усилие волочения. С другой стороны, наклеп при волочении необходим. Если наклеп полностью исчезает, то 1м, т.е. запас прочности1. Поэтому горячее (закристаллизационное) волочение применяется очень редко. Чтобы прутки свободно входили в канал волоки, концы их перед волочением заостряют.