

2.7. Специальные виды литья
Литье в металлических формахмногократного использования отличается высокими механическими свойствами и равномерным мелкозернистым строением, а также большой точностью и чистотой поверхности. Форму изготавливают из чугуна или стали.
Кокиль– металлическая форма, которая заполняется расплавом под действием гравитационных сил. В отличие от разовой песчаной формы кокиль может быть использован многократно. Таким образом, сущность литья в кокили состоит в применении металлических материалов для изготовления многократно используемых литейных форм, металлические части которых составляют их основу и формируют конфигурацию и свойства отливки.

Перед заливкой расплава новый кокиль подготовливают к работе: поверхность рабочей полости и разъем тщательно очищают от следов загрязнений, ржавчины, масла; проверяют легкость перемещения подвижных частей, точность их центрирования, надежность крепления. Затем на поверхность рабочей полости и металлических стержней наносят слой огнеупорного покрытия облицовки и краски. Состав облицовок и красок зависит в основном от заливаемого сплава, а их толщина – от требуемой скорости охлаждения отливки: чем толще слой огнеупорного покрытия, тем медленнее охлаждается отливка.
Слой огнеупорного покрытия предохраняет рабочую поверхность формы от резкого повышения ее температуры при заливке, расплавления и схватывания с металлом отливки. Таким образом, облицовки и краски выполняют две функции: защищают поверхность кокиля от резкого нагрева и схватывания с отливкой и позволяют регулировать скорость охлаждения отливки, а значит, и процессы ее затвердевания, влияющие на свойства металла отливки.
Перед нанесением огнеупорного покрытия кокиль нагревают газовыми горелками или электрическими нагревателями до температуры 150-180 С. Краски наносят на кокиль обычно в виде водной суспензии через пульверизатор. Капли водной суспензии, попадая на поверхность нагретого кокиля, испаряются, а огнеупорная составляющая ровным слоем покрывает поверхность.
После нанесения огнеупорного покрытия кокиль нагревают до рабочей температуры, зависящей в основном от состава заливаемого сплава, толщины стенки отливки, ее размеров, требуемых свойств. Обычно температура нагрева кокиля перед заливкой равна 200-350 С.
Затем в кокиль устанавливают песчаные или керамические стержни, если таковые необходимы для получения отливки; половины кокиля соединяют и скрепляют специальными зажимами, а при установке кокиля на кокильной машине – с помощью ее механизма запирания, после чего заливают расплав в кокиль. Часто в процессе затвердевания и охлаждения отливки, после того как отливка приобретет достаточную прочность, металлические стержни «подрывают», т.е. частично извлекают из отливки до ее извлечения из кокиля. Это делают для того, чтобы уменьшить обжатие усаживающейся отливкой металлического стержня и обеспечить его извлечение из отливки.
После охлаждения отливки до заданной температуры кокиль раскрывают, окончательно извлекают металлический стержень и удаляют отливку из кокиля. Из отливки выбивают песчаный стержень, обрезают литники, прибыли, выпоры, контролируют качество отливки. Затем цикл повторяется. Перед повторением цикла осматривают рабочую поверхность кокиля, плоскость разъема.
Обычно огнеупорную краску наносят на рабочую поверхность кокиля один-два раза в смену, изредка восстанавливая ее в местах, где она отслоилась от рабочей поверхности. После этого при необходимости, что чаще бывает при литье тонкостенных отливок или сплавов с низкой жидкотекучестью, кокиль подогревают до рабочей температуры, так как за время извлечения отливки и окраски рабочей поверхности он охлаждается. Если же отливка достаточно массивная, то, наоборот, кокиль может нагреваться ее теплотой до температуры большей, чем требуемая рабочая, и перед следующей заливкой его охлаждают. Для этого в кокиле предусматривают специальные системы охлаждения.
Недостатки кокильного литья:
трудность получения отливок со сложными внутренними и внешними очертаниями;
невозможность получения тонкостенных отливок вследствии падения жидкотекучести сплава при соприкосновении его с теплопроводными формами;
получение у отливок из серого чугуна отбеленной труднообрабатываемой поверхности.
Кокили изготавливают как неразъемными для простых по форме отливок, так и разъемные. Полость в отливках получают с помощью стержневой смеси или металла.
При литье в оболочковые формы деталь получают в тонкостенных формах – оболочках толщиной 6-15 мм, изготовленных из высокопрочных песчано-смоляных смесей. Форма состоит из двух полуформ, соединенных по горизонтальной или вертикальной линии разъема путем склеивания или скрепления с помощью скоб или струбцин. Для получения внутренних полостей в отливках или при сборке формы в нее устанавливают сплошные или полые песчано-глинистые или песчано-смоляные стержни.
Формовочные смеси для оболочковых форм состоят из песка (92-96 %), термореактивной смолы (4-6 %) и некоторых добавок.
Типовая технология получения оболочковой формы такова: металлическую подмодельную плиту и модель нагревают до 200-250С и покрывают разделительным составом (силиконовая жидкость, смесь мазута с керосином). Затем модель, плиту и формовочную смесь уплотняют (например, сжатым воздухом). Смола плавится, начинает затвердевать и за 10-20 с образуется полутвердая оболочка толщиной 6-15 мм. Излишек смеси удаляют, переворачивая модель вместе с плитой. Оболочку вместе с плитой помещают в печь при температуре 300-350С на 1-3 мин для окончательного отвердевания смолы, после чего полуформу снимают с плиты и делают вторую полуформу.
Литье в оболочковые формы применяется в крупносерийном и массовом производствах деталей из сталей, чугуна и цветных металлов.
Литье по выплавляемым моделямс давних времен применяли для получения литых скульптур, украшений и т.д.
В качестве модельных применяют различные легкоплавкие и легкорастворимые составы (ПС50-50), содержащие 50 % парафина, 50 % стеарина; такой состав имеет температуру плавления 55 С, хорошую жидкотекучесть. Возврат смеси составляет 90-95 %.
Модели изготавливают в одно- и многоместных формах прессовкой и реже заливкой модельных составов.
Оболочка общей толщиной 5-6 мм состоит из трех-восьми последовательно наносимых слоев. Для образования каждого слоя модель окунают в жидкую суспензию, затем обсыпают мелкозернистым песком и сушат.
Суспензия состоит из гидролизированного этилсиликата (одной части) и пылевидного кварца (две-три части).
Сушку проводят на воздухе после каждого слоя в течение 2-3 ч. Отвердение можно ускорить, осуществляя сушку в парах аммиака.
Окончательную прочность оболочка принимает при последующем прокаливании.
Для производства керамических оболочек в качестве связующего также применяют жидкое стекло Na2OnSiO2c модулем 2,5-3 (48 частей) и пылевидного кварца (52 части). В этих формах качество поверхности хуже, чем на этилсиликатной суспензии.
Выплавление моделей осуществляется в ваннах с горячей водой (85-90 С) или горячим воздухом.
После выплавки моделей оболочки формуют – устанавливают в опоки, а пустые объемы заполняют наполнителями (SiO2, шамотная крошка и т.д.) или жидкими быстротвердеющими смесями (80-88 % SiO2, 12-20 % цемента и 30-40 частей Н2О).
Стержни и жидкие наполнители уплотняют на вибрационных столах.
Прокаливание оболочковых форм до 900-1000 С проводят для удаления остатков модельных составов из материала оболочки, завершения процессов ее растворения. Кроме того, нагревание формы способствует лучшему заполнению ее при разливке.
Разливку производят обычно сразу же в горячие формы; для стали температура формы 800-1000 С, для алюминиевых сплавов 300-400С. При получении толстостенных отливок заливку проводят в остывшие формы для получения более мелкозернистой структуры сплава.
Удаление остатков керамической оболочки в полостях и отверстиях и окончательную очистку поверхности отливок осуществляют в результате кипячения в 50 %-ном растворе КОН.
Литье под давлениемзаключается в том, что металл заполняет металлические формы под давлением поршня машины или сжатого воздуха и застывает в них. Извлеченные отливки после удаления литника являются совершенно готовыми к применению почти без последующей обработки.
При литье под давлением сплав поршнем машины запрессовывается в разъемную стальную форму, называемую пресс-формой. Литье под давлением применяют главным образом для алюминиевых, магниевых и цинковых сплавов, реже для медных сплавов. Детали выходят точными (11-13 квалитеты) и с малой степенью шероховатости. Масса отливок от нескольких граммов до десятков килограммов. Давление поршня при прессовании до 200 МПа. Механическая обработка отливок незначительная или вообще не нужна. Стоимость пресс-формы высокая, поэтому литье под давлением применяют в массовом производстве, когда в одной форме получают тысячи отливок. Производительность машин очень высокая – до 3000 отливок в час при работе в автоматическом режиме. Машиныдля литья под давлением имеют холодную или горячую камеру прессования.
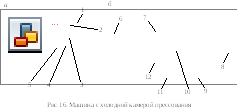
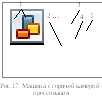
Машины с горячей камерой прессования применяют для литья из цинковых сплавов. Камера 4 и тигель 5 (рис.17) составляют одну чугунную отливку, которая находится в печи; сплав поддерживают в жидком состоянии. При поднятом плунжере 3 (как на рис.17) сплав через отверстие 2 тигля переливается в камеру. При движении вниз плунжерперекрывает отверстия и сплав заполняет пресс-форму 1, где и затвердевает. Затем плунжер поднимается и металл из канала сливается в камеру, а пресс-форма раскрывается и отливка выталкивается из нее.
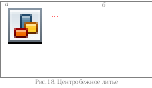
На рис.18, априведена схема машины с горизонтальной осью вращения для получения отливок в виде труб, а на рис.18,б – схема машины с вертикальной осью вращения для отливок в виде колец. При центробежном способе литья нет литниковой системы, что снижает расход металла.