

4 Выбор методов изготовления заготовок
При выборе заготовки изначально необходимо установить вид заготовки (отливка, поковка, штамповка, прокат, свободная ковка). Затем выбрать метод формообразования заготовки (литье в песчаные, стержневые или металлические формы; ковка свободная, в подкладных или закрытых штампах) [6].
Для заданной детали назначаем методы её получения, определяем конфигурацию, размеры, допуски, припуски на обработку и формируем технические условия на изготовление. Главным при выборе заготовки является обеспечение заданного качества готовой детали при её минимальной себестоимости.
В данной курсовой работе, необходимо выбрать и рассмотреть два оптимальных метода получения заготовок, для проектируемой детали и выбрать наиболее эффективный из них [4].
4.1.1 Литье в песчано-глинистые формы
Литье — заполнение чего-либо (формы, ёмкости, полости) материалом, находящимся в жидком агрегатном состоянии [3].
В машиностроении литье классифицируют по [2]:
Материалу отливок:
а) металлическое — (из сплавов на основе железа — стали и чугуна), и цветное (из цветных и драгоценных металлов — меди, алюминия, магния, олова, висмута, свинца, серебра, золота), и сплавов на их основе;
б) неметаллическое — из пластических масс, полимеров, минералов, бетона, гипса, органических веществ, керамики, стекла, соли, шлака и других материалов;
Назначению отливок: производственно — техническое, бытовое, медицинское, декоративное, художественное и прочее;
Точности размеров, степени шероховатости поверхности отливок, наличию и величине припуска для механической обработки: грубое, точное, прецизионное;
Специальным требованиям, предъявляемым к отливкам.
Технологии (видам, способам, методам) получения отливок: в землю,
в кокиль, по выплавляемым моделям, под давлением, электрошлаковое, по газифицируемым моделям, в формы из холоднотвердеющих смесей, выжиманием, по замораживаемым моделям, центробежное, непрерывное, вакуумное и др.
Возможны варианты одной технологии (например, литье по выплавляемым моделям из парафина — стеариновых смесей и литье по выплавляемым моделям из легкоплавких сплавов) и объединение различных технологий (например электрошлаковое литьё в кокиль) [2].
Литьём в разовые песчаные формы получают до 80 % (по массе) отливок. Достоинствами литья в песчаные формы являются его экономичность и универсальность: применяется при любом типе производства, для отливок
любых размеров и массы, практически для любых литейных сплавов. К основным недостаткам рассматриваемого способа относятся относительно невысокая размерная точность и повышенная шероховатость поверхности отливок, что вызывает необходимость последующей механической обработки резанием [1].
4.1.2 Технологический процесс литья в песчано-глинистой форме.
Заготовку перед первой технологической операцией процесса изготовления детали называют исходной. Для получения детали из заготовки ее подвергают механической обработке, в результате которой удалением слоя материала с отдельных её поверхностей получают заданные конструктором на чертеже геометрическую форму, размер и свойства поверхностей детали. Удаляемый слой материала называется припуском. Он необходим для надежного обеспечения геометрических характеристик и шероховатости рабочих поверхностей детали. Величина припуска зависит от глубины дефектов поверхности и определяется видом и способом получения заготовки, её массой и габаритами.
Кроме припусков при механической обработке удаляются напуски, которые составляют часть объема заготовки, добавляемую иногда для упрощения технологического процесса ее получения [2].
При изготовлении деталей в машиностроении появляются дефекты, которые влияют на прочность и внешний вид заготовки, подлежат исправлению.
В технических условиях должны быть указаны вид дефекта, его количественная характеристика и способы исправления (вырубка, заварка, пропитка различными химическими составами, правка) [1].
Поверхности отливок должны быть чистыми и не должны иметь пригаров, спаев, ужимин, плен, намывов и механических повреждений. Заготовка должна быть очищена или обрублена, места подвода литниковой системы, заливы, заусенцы и другие дефекты должны быть зачищены, удалена окалина. Особенно тщательно должны быть очищены полости отливок.
Заготовки, у которых отклонение от прямолинейности оси (кривизна) влияет на качество и точность работы машины, подлежат обязательному естественному или искусственному старению согласно технологическому процессу, обеспечивающему снятие внутренних напряжений, и правке.
Поступающие на обработку заготовки должны соответствовать утвержденным техническим условиям. Поэтому их подвергают техническому контролю по соответствующей инструкции, устанавливающей метод контроля, периодичность, количество проверяемых заготовок в процентах к выпуску и т.д. Обычно проверяют химический состав, механические свойства материала, структуру, наличие внутренних дефектов, размеры, массу заготовки [2].
Исходный материала для приготовления формовочных и стержневых смесей являются кварцевый песок, глина и различные добавки (связывающие свойства). В данном курсовом проекте будет использована единая смесь с содержанием 10% свежих компонентов, включающих глину и песок (9%) и каменный уголь (1%). Также будет использоваться облицовочная смесь, содержащая 35% свежих компонентов, которые содержат 5% каменного угля и 30% глины и песка и 65% компонентов (глина и песок) и влажностью от 3.5 до 4.5%, прочностью от 60 до120 кПа (от 0.6 до 1.2 кг/см3).
При приготовлении формовочной смеси предварительно, песок (основная составляющая) подвергают сушке и просеиваю для удаления посторонних
примесей, а глину сушу, размалываю и просеиваю.
В качестве связующих добавок применяем жидкое стекло, цемент и т.д.,
которые держат форму, не дают ей рассыпаться. После подготовки всех компонентов их смешиваем в необходимых пропорциях, увлажняем, разрыхляем и подается к месту формовки [6].
В машиностроении различают следующие виды форм:
Разовые – служат для получения только одной отливки, после чего их разрушают. Для их изготовления используют песчано-глинистые смеси, в состав которых входит кварцевый песок от 85 до 90 %, огнеупорная глина от 8 до 14 %,
вода и связующие (жидкое стекло, искусственные смолы и др.).
Разовые формы могут быть сырыми, сухими, поверхностно – высушиваемыми и химически твердеющими.
Постоянные – изготавливаются преимущественно из металла. Такие формы обеспечивают получение в одной форме нескольких тысяч, а иногда десятков тысяч отливок. Металлические формы – кокиль – применяют в серийном производстве, а также при специальных способах литья.
Выбор положения отливки в форме при заливке зависит от требований, предъявляемых к плотности и шероховатости отдельных элементов отливки.
В данном курсовом проекте рассматривается деталь типа губка разовой формы.
Чтобы обеспечить направленную кристаллизацию металла, наиболее массивные части отливки располагают вверху, ответственные поверхности – внизу или вертикально [3].
Выбранное положение отливки в форме должно обеспечить удобство изготовления и сборки формы. Выбор места разъема модели и формы зависит от размеров литой детали, её конфигурации и характера производства. Расположение разъема должно обеспечить беспрепятственное удаление модели из формы, исключить отъемные части модели и по возможности - стержни. Необходимо стремиться к созданию одной плоскости разъема, используя правило световых теней, согласно которому теневые участки при воображаемом освещении детали параллельными лучами в направлении, перпендикулярном к плоскости разъема
формы или стержневого ящика, должны отсутствовать.
Также в литье используют понятие формовка.
Формовка — наиболее сложная и трудоемкая операция производства отливок в разовых песчано-глинистых формах. Трудоемкость изготовления литейных форм составляет 40...60 % от общей трудоемкости получения отливок [1].
Рассмотрим процесс формовки для детали губка рисунок 5.
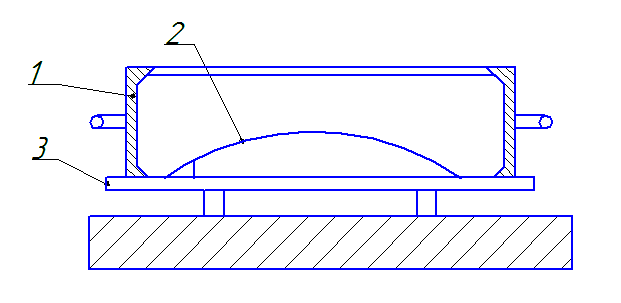
Рисунок 5 а – Первый этап
На под модельный щит 3 укладываем половину модели 2 и устанавливаем нижнюю опоку (рисунок 5 а), затем сквозь сито 4 на поверхность модели наносим противопригарный припыл — древесно-угольная пыль, графитовый порошок (рисунок 5 б).
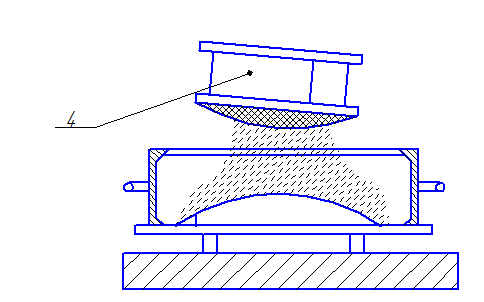
Рисунок 5 б – Второй этап
Лопатой 5 наносим на модель облицовочную формовочную смесь, а затем засыпаем всю опоку наполнительной формовочной смесью (рисунок 5 в).
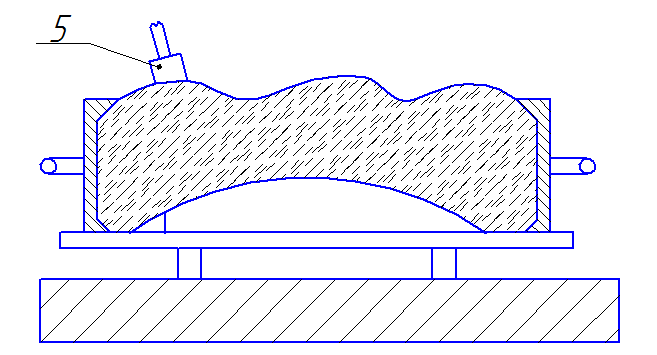
Рисунок 5 в – Третий этап
Ручной или пневматической трамбовкой 6 уплотняем смесь (рисунок 5 г),
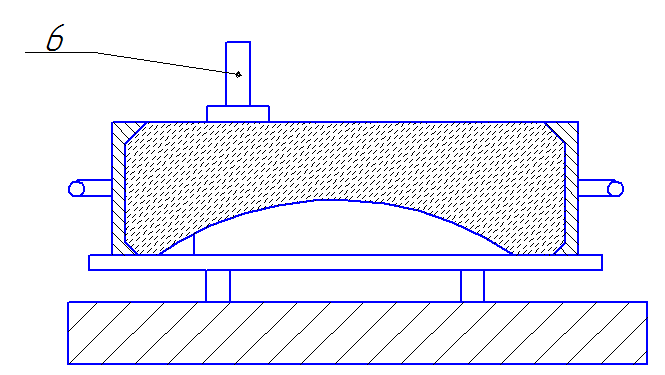
Рисунок 5 г – Четвертый этап
сгребаем ее остатки и накалываем душником (шилом) 7 отверстия для лучшего выхода газов (рисунок 5 д).

Рисунок 5 д – Пятый этап
Затем нижнюю опоку с заформованной моделью переворачиваем на 180° устанавливаем вторую половину модели 8 и верхнюю опоку 9 (рисунок 5 е).
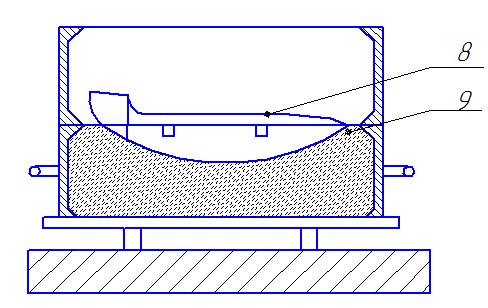
Рисунок 5 е – Шестой этап
После установки моделей литниковой системы 10 в той же последовательности заформовываем верхнюю опоку (Рисунок 5 ж).
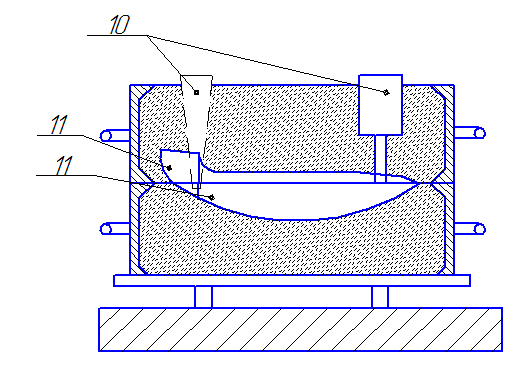
Рисунок 5 ж – Седьмой этап
По окончании формовки опоки разнимают, осторожно удаляют модели, поправляют обрушившиеся места формы припыливают ее изнутри и, уложив в нижнюю полуформу на место знаков (Рисунок 5 з),

Рисунок 5 з – Завершающий этап
вновь устанавливаем верхнюю полуформу на нижнюю и скрепляем их при помощи болтов, струбцин или просто придавливаем грузом, чтобы предотвратить прорыв металла по плоскости разъема формы. В таком виде литейная форма готова для заливки металла 12.
Для образования рабочей полости литейной формы используют оснастку, включающую модельный комплект. Модельный комплект — приспособления,
включающие литейную модель, стержневые ящики (один или несколько), модельные плиты, модели литниковой системы. Оснастка содержит сушильные плиты, опоки и щитки [5].
Модель - формообразующее приспособление, которым получают
отпечаток, соответствующий внешней конфигурации отливок. Их изготавливают из дерева, пластмасс или металла. Для данной детали губки модель будет из дерева.
Стержневой ящик – приспособление, в котором изготавливают стержни из смеси песка и глины. В данной заготовки стержней не буде так как диаметр отверстий глухих и сквозных менее 5 мм.
Сушильные плиты для стержней - приспособления, на котором сушат стержни для сохранения их формы.
Опоки - жесткие рамки, в которых формируют смесь, их, как правило, 2 и при сборке они образуют единую форму.
Нормальные размеры опок представляют габаритами моделей, расположением литниковой системы и необходимыми расстояния между ними и стенками опок, а также между моделями и верхними и нижними кромками опок. Эти расстояния надо делать возможно меньше; однако они должны быть достаточными, чтобы обеспечить сопротивление формы продавливанию или прорыву ее металлом в полости разъема. Площадь опок должна быть максимально использована моделями [1].
Допустимые расстояния между моделью и элементами формы:
расстояние от верха модели до верха опоки –50 мм;
от низа модели до низа опоки – 50 мм;
от модели до стенок опоки – 40 мм;
от кромки стояка до стенки – 40 мм;
между кромками моделей – 40 мм;
от кромки шлакоуловителя до кромки модели – 30 мм.
По ГОСТ 26645-85 назначаем припуски на механическую обработку на поверхности, где указана шероховатость. Поверхности (2), (10) – припуск 4 мм, 2 поверхности (15) – припуск 3,2 мм, поверхность (6) – припуск 4,3.
Литейные уклоны служат для лучшего съема полуформ. По ГОСТ 3212-92 уклоны для нашей детали составляют 1◦ 30’ и 1◦ 05’.
Радиус галтели равен от 1/5 до 1/3 средней арифметической толщины стенок, сопрягаемых друг с другом под углом. Выбираем стандартный размер из ряда 1, 2, 3, 5, 8, 10, 15, 20, 25, 30 и 40 мм. Принимаем радиусы 2, 3 и 5 мм.
Для данной отливки допуски линейных размеров равны 2,4 мм в соответствии с ГОСТ Р 53464-2009. Номинальной массой отливки является масса детали с учетом припуска на механическую обработку. Отклонение массы зависит от ее номинального значения, способа литья и точности изготовления детали. Допуски массы отливок равны 4 % в соответствии с ГОСТ Р 53464-2009.
В условиях серийного производства можно использовать как ручную, так и машинную формовку. Для изготовления данной отливки применим машинную формовку. Машинная формовка позволяет механизировать две основные операции формовки (уплотнение смеси, удаление модели из формы) и некоторые вспомогательные (устройство литниковых каналов и т.д.). При механизации процесса формовки улучшается качество уплотнения, возрастает точность размеров отливки, резко повышается производительность труда, облегчается труд рабочего и улучшается санитарно-гигиенические условия в цехе, уменьшатся брак [2].
При выборе формовочной машины необходимо учитывать следующие факторы:
формовочная машина должна быть полностью загружена;
формовочная машина должна иметь максимальную производительность.
В качестве формовочной машины применим машину электромагнитную (рисунок 6).
Принцип работы электромагнитной машины. Стол 1 с модельной плитой движется вверх при пропускании тока через соленоид 2, который состоит из одной или более секций, в зависимости от высоты подъема электромагнитный ток намагничивает стационарный 3 и подвижный 4 сердечники. Подвижный сердечник, притягиваясь к стационарному, осуществляет подъем стола 1.
Скорость подъема стола регулируется масляным буфером 5, а высота подъема определяется расстоянием между стационарным и подвижным сердечниками это расстояние может изменяться посредством поворачивания маховика 6. При своем подъёме стол поднимает вытяжную раму прикрепленную к столу тягами 7. Рама наставляется двумя большими штангами 8, которые автоматически захватываются собачками, удерживая раму в верхнем положении. Опока поддерживается штифтами 9. После прессовки стол 1 модельной плиты опускается под действием собственного веса, вынимая т. о. Модель из опоки. Расход электроэнергии в час при производительности 30 опок не превышает 1,5 kW.

Рисунок 6 - Формовочная машина:
1 — станина; 2 — модельная плита; 3 — колонна прессовой траверсы;
4 — цилиндр поворота траверсы; 5 — прессовая колодка; 6 — прессовая траверса; 7 — сталкиватель готовых полуформ на конвейер; 8 — стойка (дополнительная опора) прессовой траверсы; 9 — замок стойки траверсы;
10 — протяжная рамка; 11 — колонка управления.
Таблица 8 - Технические характеристики формовочной установки 2Н380
|
Технические характеристики | |||
|
Модель |
Давление сжатого воздуха, Мпа |
Удельное давление допрессовки, кг/см кв. |
Установленная мощность, кВт |
|
2Н380 |
0,63 |
до 12 |
5,5 |
После окончание технологического процесса вес отливки будет составлять 2 кг (рисунок 8).
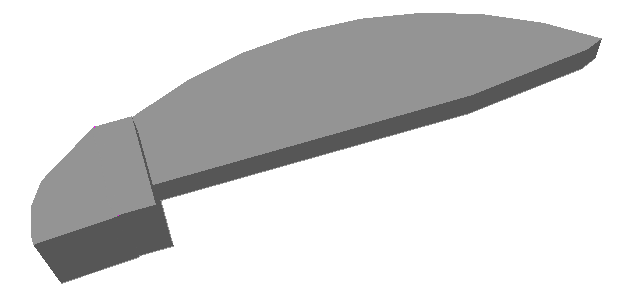
Рисунок 8 – Отливка, полученная методом литья
Вывод: преимущество этого метода в том что масса отливки может достигать величины сотен тонн размеров от нескольких миллиметров до десятков метров, может изготовляться любой конфигурации и из любых литейных сплавов. Вместе с тем литье в песчано-глинистые формы имеет и свои недостатки. К ним следует отнести менее высокие механические свойства отливок по сравнению со штамповкой. Кроме того, размерная точность и чистота поверхности отливок, полученных в песчано-глинистых формах, во многих - случаях не удовлетворяют современным требованиям машиностроения. Это приводит к необходимости делать в отливках повышенные при-пуски на механическую обработку, что удорожает ее, увеличивает расход металла.