

4.2.1 Получение заготовок методом горячей объемной штамповки
Горячая объёмная штамповка — это вид обработки металлов давлением, при которой формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента — штампа. Течение металла ограничивается поверхностями полостей (а также выступов), изготовленных в отдельных частях штампа, так что в конечный момент штамповки они образуют единую замкнутую полость (ручей) по конфигурации поковки. В качестве заготовок для горячей штамповки применяют прокат круглого, квадратного, прямоугольного профилей, а также периодический. При этом прутки разрезают на отдельные (мерные) заготовки, хотя иногда штампуют из прутка с последующим отделением поковки непосредственно на штамповочной машине [4].
Применение объемной штамповки оправдано при серийном и массовом производстве. При использовании этого способа значительно повышается производительность труда, снижаются отходы металла, обеспечиваются высокие точность формы изделия и качество поверхности. Штамповкой можно получать очень сложные по форме изделия, которые невозможно получить приемами свободной ковки.
Технологический процесс получение детали с помощью горячей
объемной штамповки
Назначаем припуски на механическую обработку заготовки. Для повышения пластичности металла при штамповке его нагревают до ковочной температуры (таблица 14) 1260 °С. Штамповку выполняют в открытых штампах.
Таблица 14 – Температурные интервалы горячей объёмной штамповки
|
Марка стали |
Предел прочности, sв, кг / мм2 |
Температура, °C |
Рекомендуемый интервал, °C | ||
|
Начало |
Конец | ||||
|
не выше |
не ниже | ||||
|
10 15 30 35 45 70 9Х 20Х 40Х 50ХН 18ХГТ 12ХН3А |
33 38 50 54 61 105 78 80 100 82 100 95 |
1280 1250 1280 1280 1260 1220 1150 1250 1200 1200 1250 1200 |
800 850 830 830 850 850 850 870 870 870 850 870 |
720 760 720 720 760 770 gp ALIGN="CENTER">800 800 800 800 800 760 |
1250 – 750 1220 – 800 1250 – 750 1250 – 750 1220 – 800 1180 – 800 1110 – 825 1200 – 800 1180 – 830 1180 – 830 1220 – 830 1180- 800 |
При открытой штамповке рекомендуются выбрать из пяти классов точности Т2 или Т3 в данном курсовом проекте принимаем класс точности – Т3, с целью получения более точной поковки [2].
Определяем группу стали. Сталь с массовой долей углерода свыше 0,35 % и до 0,65 % включительно или суммарной массовой долей легирующих элементов свыше 2,0 и до 5,0 % включительно – относится к группе М1.
Исходный индекс по номограмме в соответствии с ранее определенными параметрами (Н=7, М=1, С=1 и Т=2) составил – 2, проверяем расчетом по формуле:
|
И=Н+М+С+2(Т-1)
=1+1+1-2+2
|
(12) |
Таблица 15 – Основные припуски (ГОСТ 2789 – 73) [3]
|
Исходный индекс ИИ
|
Высотные размеры Н, h1 детали | |||||||||||
|
До 25 включительно |
Св. 25 до 40 включ. |
Св. 40 до 63 включ |
Св. 63 до 100 включ. | |||||||||
|
Диаметр и глубина | ||||||||||||
|
До 40 включительно |
Св. 40 до 100 включ. |
Св. 100 до 160 включ. |
Св. 160 до 250 включ. | |||||||||
|
Параметр шероховатости Rа, мкм, по чертежу детали:
а – от 12,5 до 100 включ., б – от 1,6 до 10 включ., в – до 1,25 | ||||||||||||
|
а |
б |
в |
а |
б |
в |
а |
б |
в |
а |
б |
в | |
|
1 |
0,4 |
0,6 |
0,7 |
0,4 |
0,6 |
0,7 |
0,5 |
0,6 |
0,7 |
0,6 |
0,8 |
0,9 |
|
2 |
0,4 |
0,6 |
0,7 |
0,5 |
0,6 |
0,7 |
0,6 |
0,8 |
0,9 |
0,6 |
0,8 |
0,9 |
|
3 |
0,5 |
0,6 |
0,7 |
0,6 |
0,8 |
0,9 |
0,6 |
0,8 |
0,9 |
0,7 |
0,9 |
0,9 |
|
4 |
0,6 |
0,8 |
0,9 |
0,6 |
0,8 |
0,9 |
0,7 |
0,9 |
1,0 |
0,8 |
1,0 |
1,1 |
|
5 |
0,6 |
0,8 |
0,9 |
0,7 |
0,9 |
1,0 |
0,8 |
1,0 |
1,1 |
0,9 |
1,1 |
1,2 |
После выбора класса точности устанавливаем кузнечные напуски на боковые поверхности поковки (перпендикулярные плоскости разъёма штампа), для облегчения извлечения её из штампа, назначаются штамповочные уклоны. Различают наружные a и внутренние b уклоны. Внутренние уклоны на 2о – 3о больше наружных, т.к. при охлаждении поковки её внутренние поверхности прижимаются к штампу, а наружные отходят от стенок штампа, уменьшая вероятность застревания поковки в штампе.
Штамповочные уклоны принимаем из таблицы 16.
Таблица 16 – Штамповочные уклоны
|
Штамповочное оборудование |
Допустимо | ||
|
h / b |
Внешний угол, α |
Внутренний угол, β | |
|
Гидравлические и механические прессы |
до 2 2 – 5 5 – 7 |
3 5 7 |
5 7 10 |
Величина уклонов α (на наружной) и β (на внутренней) на поверхностях поковки на прессах с выталкивателями или ГКМ должна быть не более α=5°, β =7°.
Принимаем размеры штампа:
Наружная поверхность – 5о;
На внутренней поверхности – не более 7 о, принимается 5о;
Допускаемое отклонение от плоскостности – 0,8 мм;
Допускаемое смещение по поверхности разъема штампа – 0,8 мм;
Допустимая величина высоты заусенца – 5 мм;
Допустимые значения отклонений от указанных выше величин штамповочных уклонов не должна быть более ±0,25 (25 %).
Отрезаем
пресс
- ножницами НКМ
40 от пластины с размерами 10х240 мм, длину
заготовки для одной детали 10Х10.
Нагреваем
заготовку в индукционной
кузнечной нагреватель DW-MF-90
к. «Мосииндуктор» до
температуры равной 1200![]() примерно за 90 сек. после чего вынимаем
ее и помещаем на кривошипном
горячештамповочный пресс (КГШП) (рисунок
9)
Штампуем
с усилием 40 тон. после это заготовка
(рисунок 10) удаляется со штампа толкателями.
Получаем поковку без облоя. Для выполнения
остальных отверстий и фаски отправляем
заготовку на механическую обработку.
После чего операция повторяется.
примерно за 90 сек. после чего вынимаем
ее и помещаем на кривошипном
горячештамповочный пресс (КГШП) (рисунок
9)
Штампуем
с усилием 40 тон. после это заготовка
(рисунок 10) удаляется со штампа толкателями.
Получаем поковку без облоя. Для выполнения
остальных отверстий и фаски отправляем
заготовку на механическую обработку.
После чего операция повторяется.
Время выдержки заготовки в печи производится по формуле Н.Н.Доброхотова:
|
|
(13) |
где Т – общее время нагрева, включая выдержку, ч;
К – коэффициент учитывающий степень легирования стали (принимается равным 10 для углеродистой стали и 20 – для легированной);
α – коэффициент, зависящий от способа укладки заготовок в печи: для штучных заготовок круглого сечения, нагреваемых со всех сторон (единичное производство) a = 1, а для плотноуложенных (массовое или серийное производство) a = 2;
D – диаметр заготовки (размер стороны), (мм).
|
|
(14) |
Необходимое усилие деформирования определяется по формуле:
|
|
(15) |
где PД – усилие деформирования, кг;
z – коэффициент, учитывающий условия деформирования;
m – коэффициент, учитывающий объём заготовки;
k – удельное давление деформирования (для конструкционных сталей принимается равным 6000 кг / cм2);
f – площадь проекции штампуемой поковки на плоскость разъёма штампа
(без учёта облоя), см2.
|
|
(16) |
Усилие пресса для обрезки облоя определяется по формуле:
|
|
(17) |
где Pо – усилие пресса, кг;
n – коэффициент, учитывающий притупление режущих кромок (n = 1,6 –1,8);
sср – предел прочности материала поковки на срез, кг / мм2,
|
|
(18) |
|
|
(19) |
где sв – предел прочности материала поковки, кг / мм2 (табл. 4);
Fср – площадь среза, мм2, подсчитывается как:
|
|
(20) (21) |
где Z – периметр обрезаемого слоя, мм;
h = 3 – 4 мм – толщина облоя.
|
|
(22) |
Результат занесен в таблицу 17. Полученный штамп изображен на рисунке 9, 10.
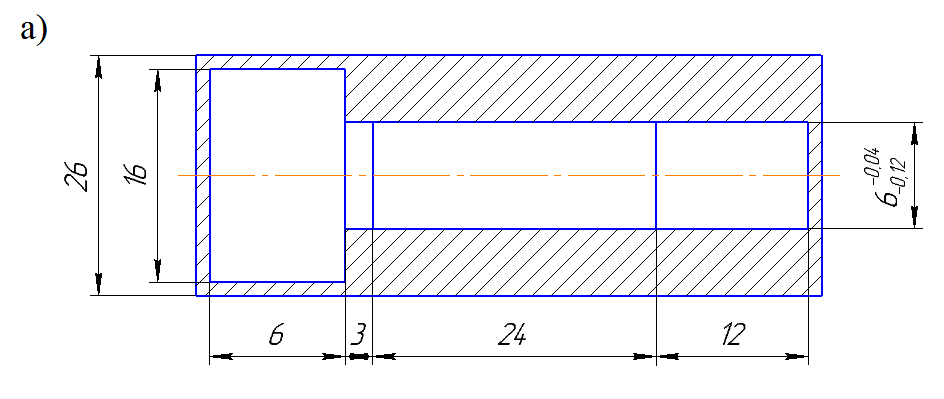
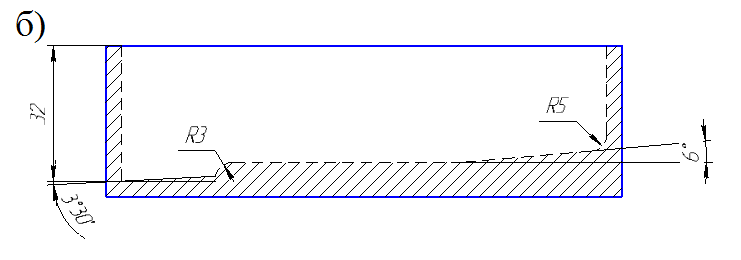
Рисунок 9 – Пресс-форма а) вид сверху, б) вид с боку
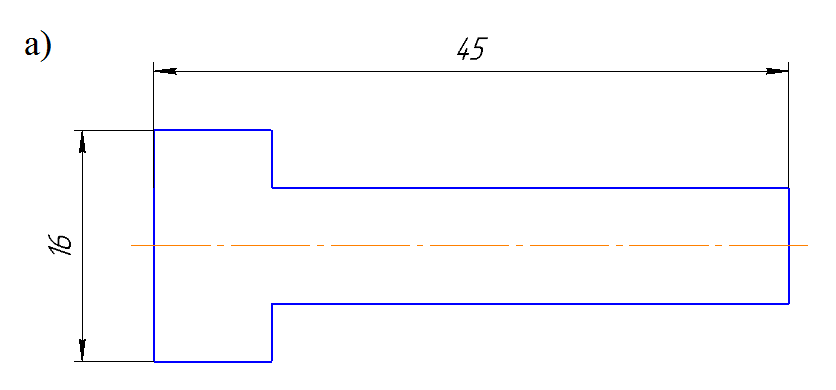
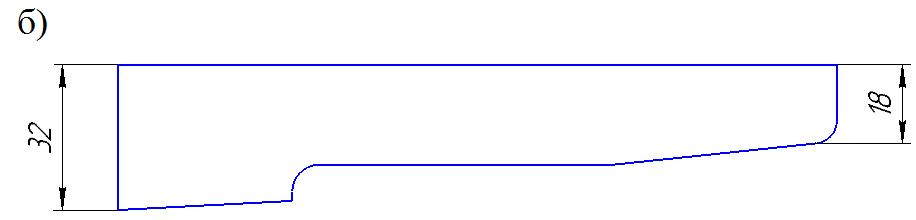
Рисунок 10 – Заготовка а) вид сверху, б) вид с боку
Таблица 17. Рез
ультаты расчетов
|
Наименование параметра |
Численное значение |
|
Способ производства (массовое, серийное, единичное) |
серийное |
|
Масса детали GД, кг |
1,7 |
|
Масса поковки GП, кг |
1 |
|
Масса исходной заготовки GЗ, кг |
2,3 |
|
Коэффициент использования металла К, % |
10 |
|
Температурный интервал нагрева заготовки, °С |
1260 |
|
Время нагрева заготовки в печи Т, ч |
6 |
|
Усилие деформирования PД, кг |
4032 |
|
Усилие пресса на обрезку облоя РО, кг |
1.2 |
Вывод: Применение объёмной штамповки оправдано при серийном и массовом производстве. При использовании этого способа значительно повышается производительность труда, снижаются отходы металла, обеспечиваются высокие точность формы изделия и качество поверхности. Штамповкой можно получать очень сложные по форме изделия.
Технологическая себестоимость заготовки
В стоимость заготовки входит:
Рабочая сила (3 рабочих);
Стоимость оборудования (2 станка (фрезеровальный и сверлильный станки, индукционный кузнечный нагреватель));
Материал (сталь 45Л).
|
|
(23) |
|
|
(24) |