

1 Краткая характеристика исследуемого объекта
1.1 Назначение и производственная структура объекта
Исследуемый производственный объект предназначен для производства продукции трёх видов: А, В и С. Эти виды продукции отличаются трудоёмкостью, временем на их изготовление. Наиболее трудоёмкое изделие вида А, наименее трудоёмкое – вида С. Наиболее востребована продукция – С.
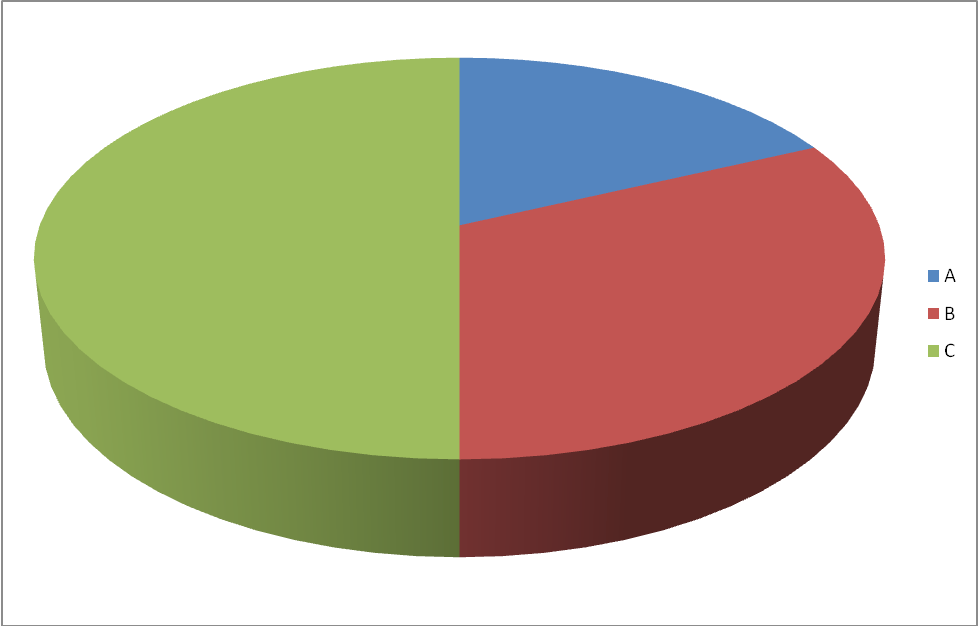
Рисунок 1 – Структура выпускаемой продукции
Производственная структура объекта представлена на рисунке 2.
Технологией изготовления продукции предусматривается последовательная обработка предметов труда на первом участке, затем на втором. Имеет место комбинирование потоков. Есть основная ступень, есть вспомогательная (сквозная).
Предмет труда, поступающий на данный производственный объект и используемый для производства продукции, может разгружаться на складе. Ёмкость склада ограничена – он может вмещать не более 700 тонн.
Участок I
Участок II










Вход
Выход
Склад предметов
труда
Склад полуфаб-рикатов


























основной
вспомога-тельный
– основное
оборудование;
– вспомогательное
оборудование



Рисунок 2 – Производственная структура объекта
Сырьё со склада поступает на любую единицу оборудования по мере её готовности. На первом (основном) участке установлено две единицы однотипного оборудования, то есть имеющих одинаковую производительность и предназначенных для одних и тех же целей.
Длительность технологических операций по обработке изделий является случайной величиной, и, как показали исследования, подчиняется нормальному закону распределения. Математическое ожидание и среднее квадратическое отклонение случайной величины отличается по видам продукции.
Перед вторым (вспомогательным) участком находится склад для хранения полуфабрикатов, поступающих с первого участка. Однако, ёмкость склада ограничена, в нём может храниться не более 500 тонн.
На втором участке установлено три единицы однотипного оборудования, предназначенных для одних и тех же целей и имеющих одинаковую производительность. Время обработки изделий – есть случайная величина, и также, как показали исследования, подчиняется нормальному закону распределения. Средняя продолжительность обработки и среднее квадратическое отклонение случайной величины отличается по видам продукции.
После обработки на втором участке продукция поступает к потребителю.
Исходя из описания, исследуемый объект может быть формализован как двухфазная многоканальная система массового обслуживания (СМО) с ожиданиями и ограниченной длиной очереди, так как здесь присутствуют все элементы данной СМО, а именно:
а) входящий поток заявок – сырье и материалы;
б) заявки – масса сырья и материалов в расчете на единицу готовой продукции, которая составляет 165 т;
в) очередь – предметы труда, хранящиеся на складе;
г) фазы – участки;
д) каналы обслуживания – единицы оборудования в каждой фазе;
е) выходящий поток – готовая продукция.
Формализованная схема объекта представлена на рисунке 3.
Фаза I
канал
обслуживания 1
канал обслуживания
2
канал обслуживания
3
Фаза II


Выхо-дящий поток
канал обсл.1





Входящий поток
канал обсл.2




очередь
очередь
канал обсл.3






























канал обсл.4
– заявка

Рисунок 3 – Формализованная схема объекта как системы массового обслуживания
Далее более подробно рассмотрим производственный процесс, протекающий в рамках данной производственной системы.