

М инистерство
общего и профессионального образования
инистерство
общего и профессионального образования
Свердловской области
Государственное бюджетное образовательное учреждение
среднего профессионального образования
Свердловской области
«Каменск-Уральский политехнический колледж»
Специальность 150106.51
Обработка металлов давлением
Группа ОМД-41
Отчет
по производственно-технологической практике в условиях ОАО «КУМЗ»
Цех № 2
Разработал:
студент Куликова У.Л.
______________ (подпись)
Руководитель проекта:
Депцова Л.Б.
______________ (подпись)
СОДЕРЖАНИЕ
ВВЕДЕНИЕ…………………………............………………………….4
ЦЕХ № 2............................................................................................8
1.1. Сортамент выпускаемой продукции ................………………9
1.2. Технологические схемы цеха ......………………………….....10
1.3. Оборудование цеха ......……………………………………….16
1.3.1. Основное оборудование.……………………………..16
1.3.2. Вспомогательное оборудование………………...........19
ЗАКЛЮЧЕНИЕ........................................................................................20
БИБЛИОГРАФИЧЕСКИЙ СПИСОК....................................................21
ВВЕДЕНИЕ. ИСТОРИЯ КУМЗА.
История завода начинается с 1939г., когда 3 июня Экономсоветом СССР было принято постановление № 513-99С о строительстве в районе города Каменска-Уральского завода № 268 как базы по производству магниевых сплавов.
В следующем году, а точнее 4 февраля 1940 Нарком авиапромышленности утвердил проектное задание. В мае начались первые строительные работы по возведению завода, с октября — подразделениями стройтреста № 5 НКАП.
13 марта 1941 НКАП утвердил комплексный проект завода. 21 июля Гос. Комитет обороны обязал своим решением НКАП приспособить строящийся завод № 268 для размещения в нем эвакуированных из под Москвы литейного и прокатного цехов завода 150, кузнечного и прессового цехов завода 95. В ноябре было создано спецуправление по строительству Каменск-Уральских заводов (УСКЗ), взявшие на себя проектирование и строительство завода № 268 до конца 1943 года. Проект и строительные работы велись исходя из необходимости размещения и пуска в эксплуатацию эвакуированного оборудования.
Первая электропечь литейного цеха была сдана в эксплуатацию 6 февраля 1942. 14 февраля она дала первую плавку. 16 февраля в связи с разгромом немцев под Москвой Государственный комитет обороны принял постановление № 1292 о реэвакуации завода №150. В апреле ушел с завода в Верхнюю Салду первый вагон с первой продукцией предприятия. В течение года вошли в эксплуатацию литейный цех, цех переплава отходов и ремонтно-инструментальный, с неполным комплектом оборудования.
В 1943 и 1944 годах продолжались работы по возведению корпусов, монтажу и наладке поступающего оборудования. Осложнения вызывались тем, что по заказанному оборудованию полностью отсутствовала техническая документация. Но к концу 1944, а точнее 27 декабря приказом Наркома авиационной промышленности назначена комиссия по приемке в эксплуатацию завода № 268.
Строительство первой очереди завода было закончено в 1944г. в составе литейного, кузнечного, прессового, прокатного и комплекса вспомогательных цехов и служб. В последующие годы завод продолжал бурно развиваться за счет ввода новых мощностей и производств.
В 1978 году за трудовые успехи в развитии производства и во внедрении новой технологии указом Президиума Верховного Совета СССР Каменск-Уральский металлургический завод награжден орденом Трудового Красного Знамени.
1945-1992г.г. - завод становится одним из ведущих предприятий спецметаллургии. Многие достижения в области металлургической технологии, научные разработки и технические решения проходили своё промышленное опробование на КУМЗе:
-разработка и освоение алюминиево-литиевых сплавов;
-создание высокоэффективных жаропрочных материалов, полученных методом порошковой металлургии;
-освоение технологии производства труб из уникальных сплавов и бурильных труб из сплава 2024;
-освоение производства окраски профилей полимерными порошковыми красками и сборки строительных конструкций из них;
-проведение реконструкции двух скоростных линий прессования длинномерных профилей.
С развитием в стране программы освоения космоса завод одним из первых приступил к выполнению заказов космической промышленности.
Продукция завода использовалась в космических кораблях: «Восток», «Восход», в орбитальных станциях: «Салют» и «Мир», ракетоносителях «Протон». В настоящее время завод участвует в создании международной космической станции “Альфа” и в программе “Морской старт”.
ОАО “Каменск-Уральский металлургический завод” более чем за 60-летнюю историю своего развития в соавторстве с ведущими авиационными конструкторскими бюро Туполева, Ильюшина, Антонова, Яковлева, Сухого, с ведущими отраслевыми институтами: Всероссийским институтом авиационных материалов, Всероссийским институтом лёгких сплавов, с ракетными центрами Королева, Макеева, Челомея, Пензина и др. освоил производство полуфабрикатов из более чем 60 марок алюминиевых и 15 марок магниевых сплавов, в том числе самых высокопрочных коррозионностойких свариваемых, пониженной плотностью и др.
Сейчас Каменск-Уральский металлургический завод (КУМЗ) - один из крупных заводов в области. Общий вид завода представлен на рис. 1.
Каменск-Уральский металлургический завод (КУМЗ) - расположен в центре Урала, в 100 км на юго-восток от Екатеринбурга. КУМЗ создавался как завод специальной металлургии в составе Министерства авиационной промышленности для обеспечения самолётостроения полуфабрикатами из алюминиевых и магниевых сплавов, полученных обработкой давлением.
Общий вид завода КУМЗ

Рис.1
В настоящее время на заводе выпускается продукция из всех известных марок деформируемых алюминиевых сплавов. Также производятся такие сплавы как 1960 и 1570. Сверхвысокопрочный сплав 1960 выпускается по спец заказу минатомэнерго и используется в центрифугах при обогащении урана. Сплав 1570 используется в космической сфере. Свое применение он нашел благодаря своему свойству хорошо деформироваться в условиях сверхпластичности. Помимо этих сплавов, имеющих специальное применение, завод производит ряд сплавов, также предназначенных для применения в областях, где от материала требуется наличие специальных потребительских свойств. К ним относятся АМг6 — свариваемый сплав средней прочности, В96ц1, В96ц3 — сверхвысокопрочный сплав и высокопрочный сплав соответственно, В91 — свариваемый сплав средней прочности с повышенной коррозионной стойкостью. Также в ОАО «КУМЗ» производят продукцию из уникального сплава 1420, производство которого ни где в мире не освоено, кроме как на КУМЗе.
Сегодня завод выпускает из алюминия и алюминиевых сплавов слитки, плоский прокат, профили, трубы сварные, прессованные и бурильные, штамповки любой конфигурации, в том числе диски для легковых и грузовых автомобилей, теплообменники для холодильников, окрашенные профили и конструкции, гофролисты. Главное направление в развитии завода — качество. Проведена реструктуризация и диверсификация предприятия, что позволило ликвидировать убыточные производства, освоить выпуск новых видов продукции, выйти на зарубежные рынки и значительно повысить эффективность работы предприятия в целом. За последние годы произошел значительный прирост выпуска продукции, прежде всего глубокой переработки и экспорта. Для дальнейшего успешного освоения отечественного и зарубежного рынков была проведена сертификация системы качества, и завод получил международный сертификат по стандарту ИСО-9001.
На Каменск-Уральском металлургическом заводе большое внимание уделяется энерго- и ресурсосбережению. Структурные изменения, в частности организация службы логистики позволили наладить учет и экономию материальных ресурсов. Жесткая маркетинговая политика позволила Каменск-Уральскому металлургическому заводу выйти на новые рынки сбыта.
Все производства и продукция сертифицированы в 1998г. немецкой фирмой ТЮФ. В настоящее время КУМЗ - это сильное, динамично развивающееся предприятие, с принадлежащей ему долей рынка, со сложившейся репутацией надежного партнера и большим потенциалом на будущее.
8 декабря 2007 года на территории завода ОАО «КУМЗ» был официально открыт новый цех термо-механической обработки листов и плит.
В настоящее время завод занимает площадь 130 га, на которой расположены производственные цеха, а также железнодорожные пути, эстакады, галереи, гараж с ремонтным боксом, административно-бытовой корпус и прочее (склады готовой продукции, сырья, материалов и оборудования; ремонтно-строительный участок, тепловой пункт и т.д.).
В настоящее время на ОАО «КУМЗ» имеются 7 основных цехов:
-прокатный цех № 2;
-цех испарителей для бытовых холодильников (цех № 17);
-цех термо-механической обработки листов и плит №21;
-литейный цех № 36 (корпуса № 1 и основной);
-прессовый цех № 3 (корпуса № 40,№ 85);
-прессовый цех № 41;
-кузнечно-прессовый цех № 4 (корпуса № 4,№ 6);
К вспомогательным цехам относятся:
-инструментальный цех № 5;
-цех окраски алюминиевых строительных конструкций (цех № 8);
-цех № 47 (прачечная и химчистка);
-цех № 10 (ЦЗЛ);
-цех № 12 (электроснабжения);
-цех № 13 (тепловодоснабжения);
-цех № 18 (автотранспортный);
-цех № 20 (железнодорожный);
-цех № 15 (ремонтно-механический);
-цех № 28 (строительства и благоустройства);
-прочие цеха, обслуживающие основные, обеспечивающие приемку и отгрузку продукции, ремонт оборудования и т.д. [1].
1. ЦЕХ № 2
Главное оборудование прокатного производства составляет стан кварто горячей прокатки, с длиной рабочих валков 2840мм, два ленточных стана кварто холодной прокатки с длиной рабочих валков 1680мм, стан кварто полистной прокатки с длиной рабочих валков 1560мм. Имеется весь комплект необходимого оборудования для подготовки поверхности слитков перед прокаткой и последующей адьюстажной обработки рулонов, листов и плит, а также термические печи для нагрева и термообработки продукции. На рис. 2 изображен подводящий рольганг стана горячей прокатки кварто-2840.
Завод выпускает широкий сортамент плоского проката как по сплавам, так и по размерам: листы толщиной от 0,3 до 10мм и шириной 1200 - 1500мм, плиты толщиной от 10 до 150мм.
Применение нагрева перед закалкой в селитровых ваннах обеспечивает наименьший перепад температур закаливаемых листов и плит, что в итоге дает стабильность механических свойств полуфабрикатов из термоупрочняемых сплавов.
Изготовление полуфабрикатов производится из алюминия и алюминиевых сплавов, химический состав которых соответствует ЕN 573, АSТМ В209, в соответствии с европейским стандартом ЕN 485, американским АSТМ В209, германским DIN 1745 и английским BS 1470. Для повышения стабильности получения высокого качества проката в настоящее время предусмотрена реконструкция и замена узлов головного оборудования - станов горячей и холодной прокатки. ОАО «КУМЗ» был и остается единственным в России и СНГ производителем тонких (0,3-0,4мм)закаленных листов из сплавов АВ, Д16 и АК4-1, основным производителем термоупроченных плит для изделий авиационной техники. Прокатный цех является мировым лидером в производстве листов из алюминиево-литиевых сплавов, в том числе с ограниченным содержанием водорода в сплаве (до 0,4-0,6см3/100г металла) и имеет солидный производственный задел в этом направлении.
Наиболее перспективными и серийными из алюминиево-литиевых сплавов наряду с 1420 являются сплавы 1421, 1460 и особенно 1441, из которых в настоящее время изготавливаются ультратонкие листы толщиной 0,5-0,6мм для новых изделий авиационной техники.
В 1996 году американской фирме «МАКДОНАЛЬД ДУГЛАС» было поставлено около 10т листов сплава 1460 толщиной от 1,6мм до 9,5мм. В 1997-1998гг. совместно с голландской фирмой «ХУГОВЕНС» для участия в конкурсе материалов для нового европейского аэробуса АЗХХХ по заказу немецкой фирмы «ДАЙМЛЕР-БЕНЦ» были изготовлены листы из алюминиево-литиевого сплава 1424 размерами 4,0-8,0 Х 2600,0-2800,0 Х 6500,0мм.
Продукция из алюминия, алюминиевых и магниевых сплавов сертифицирована немецкой фирмой ТЮФ в 1998 году.
Подводящий рольганг стана горячей прокатки кварто-2840

Рис. 2
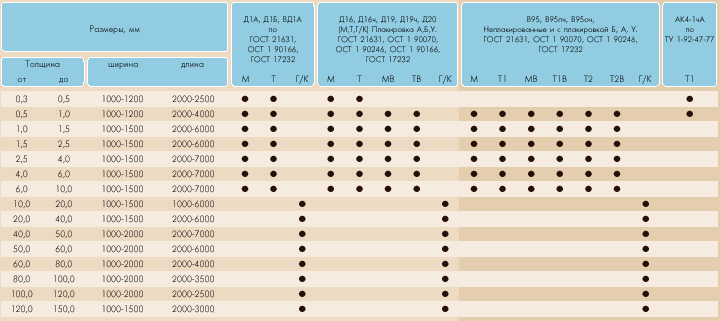
1.2. Сортамент выпускаемой продукции
Сортамент листов и плит из алюминия и алюминиевых сплавов представлен в табл.1 и 2.
Таблица 1
Сортамент выпускаемой продукции
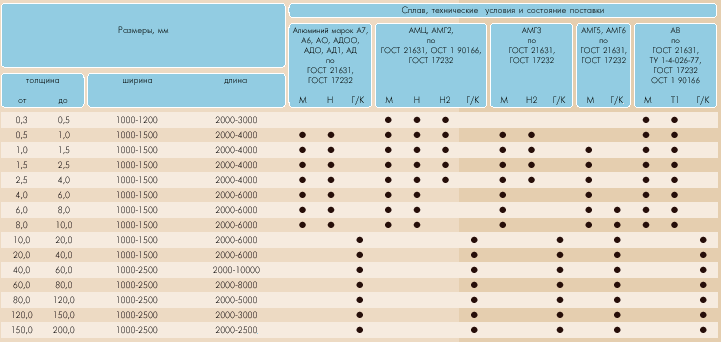
Таблица 2
Сортамент выпускаемой продукции
Так же в цехе выпускают гофролисты. Их сортамент представлен в табл.3.
Таблица 3
Сортамент выпускаемых гофролистов
Сплав |
Толщина, мм |
Ширина, мм |
Длина, мм |
Высота гофра, мм |
Шаг гофра, мм |
ВД1, АКМ, 1105, плакированные алюминием |
0,6 ± 0,12 0,8 ± 0,12 1,0 ± 0,15 1,2 ± 0,16 |
950 ± 35 1300 ± 35 1270 ± 35 |
2000 - 2500 (± 25) |
24 ± 8 |
70 ± 8 |
1.2. Технологические схемы
Технологические схемы цеха № 2 по производству листов и плит приведены на рис.3-7.
Технологический процесс изготовления плит толщиной от 50,1 до 250 мм в состоянии поставки Н111, Н112.
Приемка на склад |
|
Резка на заготовки |
|
Фрезерование |
|
Нагрев |
|
Горячая прокатка |
|
Охлаждение |
|
Резка на пиле |
|
Предварительная приемка |
|
Подкат на стане |
|
Ф |
|
Фрезерование в цехе №5 |
|
О |
|
Окончательная приемка |
|
У паковка |
|
Сдача на склад |

 ормирование
пакета
ормирование
пакета тжиг
для состояния «О»
тжиг
для состояния «О»
Рис.3
Технологический процесс изготовления закаленных листов и плит толщиной от 5,0 до 45 мм в состоянии поставки Т3, Т4, Т6, Т351, Т451, Т651.
Приемка на склад |
|
Резка на заготовки |
|
Фрезерование |
|
Нагрев |
Х олодная прокатка |
|
Горячая прокатка |
|||
|
|
|
|
|
|
Резка на линии, толщиной 2-5 мм |
|
|
|
Резка на стане, толщиной 6-40 мм |
|

-

Закалка, отделка
Предварительная приемка
Для плит толщиной 5ч8мм

Старение для состояния Т6ЧЧ, Т7ЧЧ
Формирование пакета
Старение для состояния Т6ЧЧ, Т7ЧЧ
Фрезерование в цехе №5

Окончательная приемка
Упаковка

Сдача на склад
Рис.4
Технологический процесс изготовления листов и плит из сплавов серии 5ХХХ в состоянии поставки Н1111, Н112, F и отожженных толщиной до 50 мм.
|
Приемка на склад |
|
|||
|
|||||
Резка на заготовки |
|||||
|
|||||
Фрезерование |
|||||
|
|||||
Нагрев |
|||||
|
|||||
Горячая прокатка |
|||||
|
|||||
Резка на стане |
|||||
|
|||||
Охлаждение |
|||||
|
|||||
|
Отжиг в селитровых ваннах в состоянии поставки «О» (для плит толщиной менее 15 мм) |
||||
|
|||||
|
Правка растяжением |
|
|||
|
|
||||
Обрезка для плит толщиной до 8 мм |
|
Формирование пакета |
|||
|
|||||
Фрезерование в цехе №5 |
|||||
|
|||||
|
Окончательная приемка |
||||
|
|
||||
|
Упаковка |
||||
|
|
||||
|
Сдача на склад |
||||


Рис.5
Технологический процесс изготовления закаленных плит толщиной от 100 до 200 мм в состоянии поставки Т6.
Приемка на склад |
|
Резка на заготовки |
|
Фрезерование |
|
Нагрев |
|
Горячая прокатка |
|
Охлаждение |
|
Резка на пиле |
|
Предварительная приемка |
|
Закалка |
|
Правка |
|
Старение |
|
Резка в меру, отбор темплетов на пиле |
|
Формирование пакета |
|
Ф резерование в цехе №5 |
|
Окончательная приемка |
|
Упаковка |
|
Сдача на склад |
Рис.6
Технологический процесс изготовления закаленных плит с обработкой в ОАО «ВСПМО».
Приемка на склад |
|
Резка на заготовки |
|
Фрезерование |
|
Нагрев |
|
Горячая прокатка |
|
Охлаждение |
|
Предварительная приемка |
|
Формирование пакета для обработки в ОАО «ВСМПО» |
|
Обработка в ОАО «ВСПМО» |
|
Поступление в ОАО «КУМЗ» |
|
Предварительная приемка |
|
Формирование пакета |
|
Фрезерование в цехе №5 |
|
Окончательная приемка |
|
Упаковка |
|
Сдача на склад |
Рис.7