

Лабораторная работа № 5 ввод эквидистанты
А. Цель лабораторной работы
Устройство числового программного управления станком автоматически рассчитывает эквидистанты траекторий движения режущего инструмента с запрограммированным радиусом. В лабораторной работе дается последовательность операций по вводу эквидистанты для уже имеющейся управляющей программы.
Б. Теоретические положения
Эквидистанта это геометрическое место точек, равноудаленных от контура детали на расстояние, равное радиусу режущего инструмента (например, радиусу фрезы). По существу, эквидистанта это траектория движения центра фрезы или центра скругления режущей кромки резца вдоль контура детали. Эквидистанта строится слева или справа от элементов контура детали в зависимости от расположения режущего инструмента относительно обрабатываемого контура.
При использовании УЧПУ первых поколений эквидистанту строили вручную, что приводило к большим временным затратам. В современных микропроцессорных устройствах ЧПУ эквидистанта строится автоматически при введении в управляющую программу специальных команд.
УЧПУ осуществляет введение эквидистанты только в указанной в управляющей программе плоскости (G17, G18, G19).
В управляющей программе должен быть указан номер инструмента с соответствующим номером команды D.
Эквидистанта в управляющей программе задается командами:
G41 режущий инструмент находится слева контура;
G42 режущий инструмент находится справа контура.
Ввод команд G41 и G42 может осуществляться только при линейной интерполяции (G0, G1) в кадре, содержащем информацию о перемещении режущего инструмента к контуру детали.
Вместе с командами G41 и G42 в программе указывается геометрическая информация, характеризующая величину перемещения режущего инструмента из промежуточной точки (стартовой точки), находящейся между начальной точкой детали (начальной точкой системы координат детали), и начальной точкой движения режущего инструмента вдоль запрограммированного контура детали (рис. 5.1).
При помощи команд G450 и G451 устанавливается характер процесса при прерывистом переходе от одного элемента контура к другому (режим работы в углах) при активных командах G41 и G42
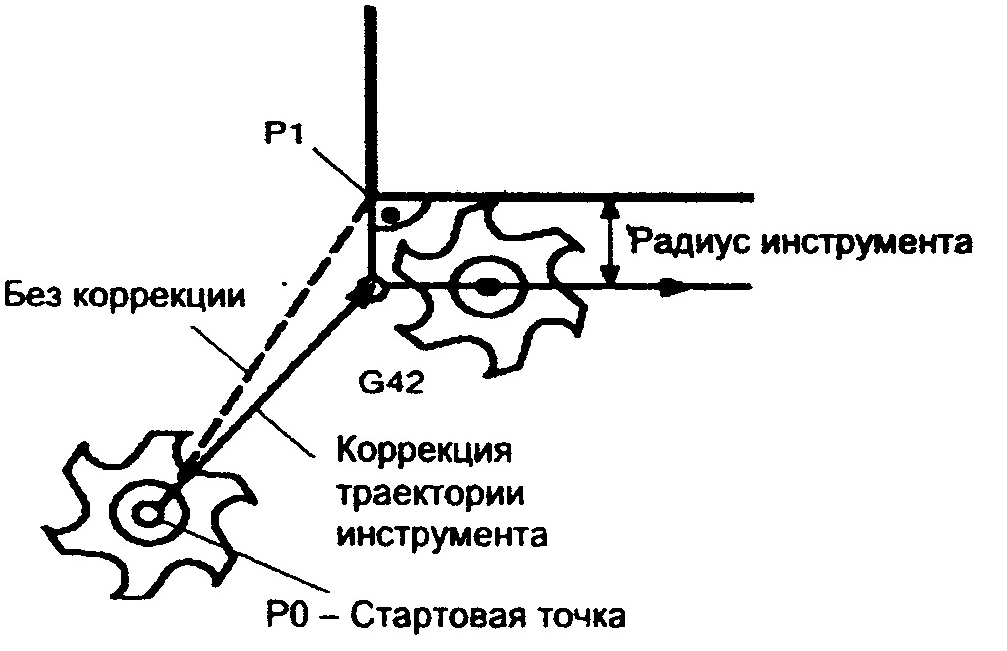
Рис. 5.1
П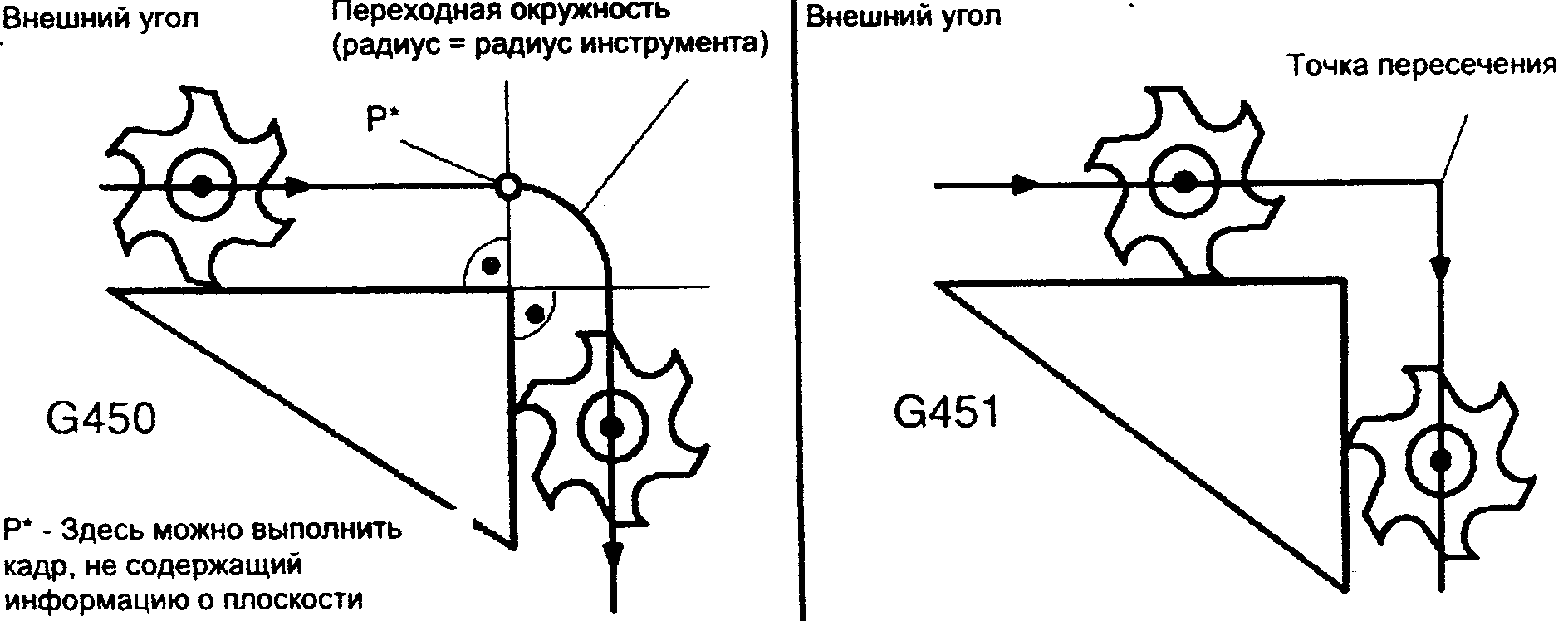 ри
G450
центр режущего инструмента обходит
внешний угол детали по дуге окружности
с радиусом инструмента, а при G451
центр режущего инструмента обходит
внешний угол детали по точке пересечения
(рис. 5.2).
ри
G450
центр режущего инструмента обходит
внешний угол детали по дуге окружности
с радиусом инструмента, а при G451
центр режущего инструмента обходит
внешний угол детали по точке пересечения
(рис. 5.2).
Рис. 5.2
Выключение режима формирования эквидистанты, заданной командами G41 и G42, происходит при помощи команды G40. Команда G40 задается в отдельном кадре управляющей программы. В этом кадре должно обеспечиваться перемещение режущего инструмента из последней опорной точки траектории движения режущего инструмента до произвольно выбранной промежуточной точки (стартовой точки, рис. 5.3). Поэтому в кадре с командой G40 задается геометрическая информация на перемещение режущего инструмента из конечной точки траектории движения режущего инструмента до промежуточной точки (стартовой точки).
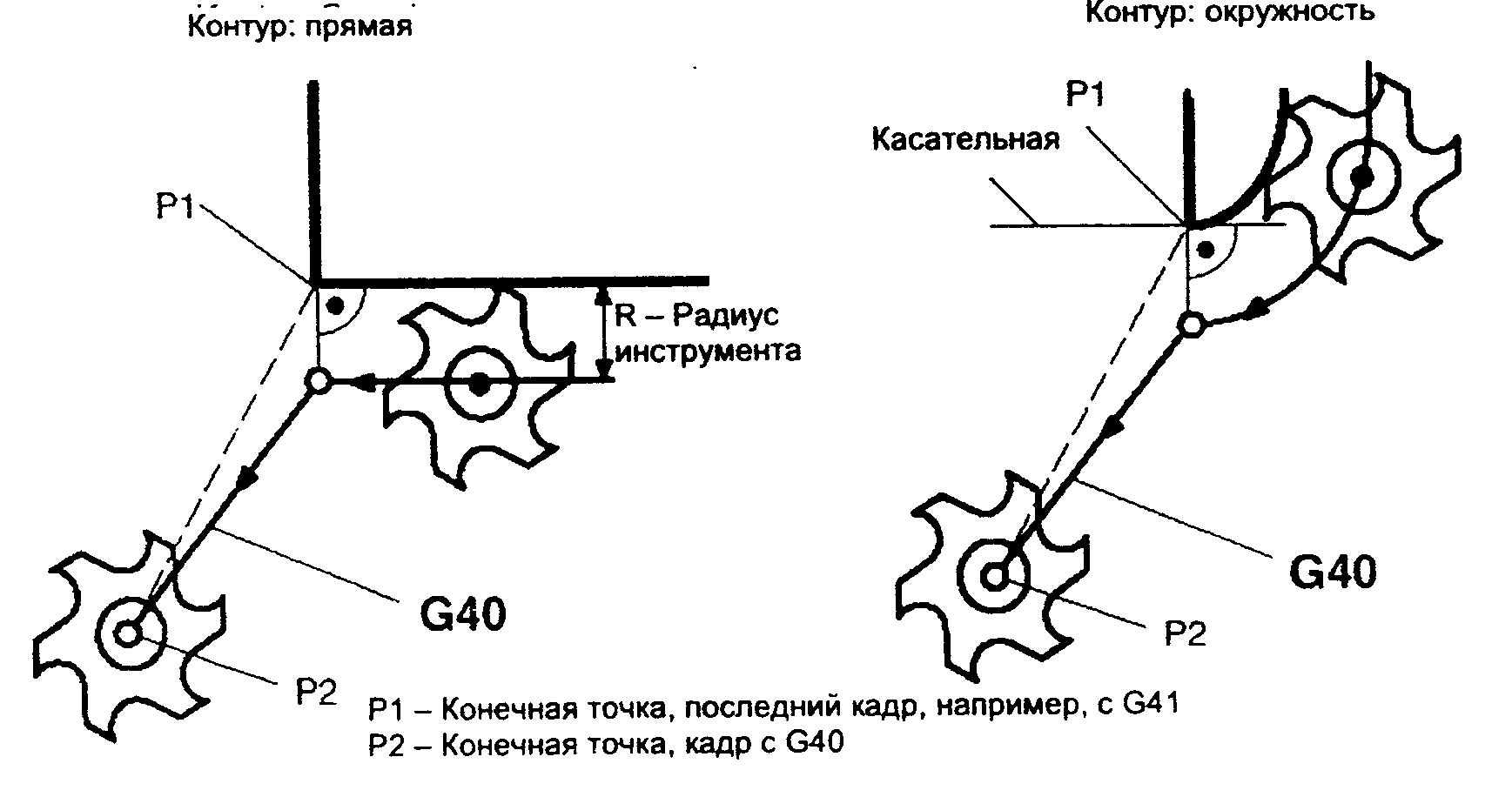
Рис. 5.3