

6.2. Обработка драгоценных камней
Технологический процесс огранки алмазов в бриллианты состоит из следующих операций:
- предварительный осмотр и разметка алмазного сырья;
- раскалывание алмазов;
- распиливание алмазов;
- обдирка алмазов;
- огранка алмазов в бриллианты;
- промывка бриллиантов.
Технологический процесс огранки природных и синтетических камней состоит из операций:
- предварительный осмотр сырья и разметка;
- раскалывание;
- распиливание или резка;
- огранка, шлифование, полирование;
- промывка.
Предварительный осмотр камня производится для выбора наиболее оптимального способа его обработки с учётом дефектов, неравномерности окраски, возможной формы огранки.
Форма сырья обусловливает потери материала при огранке. Например, кристаллы турмалина – это узкие карандаши с треугольным сечением. Турмалину обычно придают изумрудную огранку, поэтому такой кристалл является природной заготовкой и потери невелики. Цитрин, аметист, берилл поставляются в виде кусков неправильной формы. Потери будут максимальны у удлинённых и остроугольных кусков по сравнению с кусками сферической или кубической формы.
П
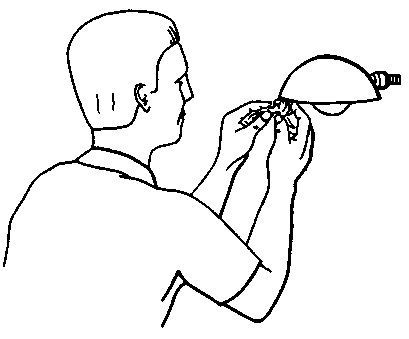
Рис. 6.1. Способ визуального
определения трещин, включений
и скрытых дефектов в камне
ри обдирке можно убрать только поверхностные трещины. Глубокие трещины, идущие к центру камня, останутся нетронутыми. Трещины часто можно обнаружить при осмотре камня под прикрытой отражателем настольной лампой (рис. 6.1). Свет не должен попадать в глаза. Камень располагается у края отражателя. Одна его половина освещена лампой, другая находится в тени. Глаза наблюдателя находятся в тени выше освещённой области. Вхо-дящий в камень свет освещает включения и другие дефекты, хорошо заметные на тёмном фоне. Осмотр необходим со всех сторон, так как некоторые дефекты видны только под определённым углом. ри обдирке можно убрать только поверхностные трещины. Глубокие трещины, идущие к центру камня, останутся нетронутыми. Трещины часто можно обнаружить при осмотре камня под прикрытой отражателем настольной лампой (рис. 6.1). Свет не должен попадать в глаза. Камень располагается у края отражателя. Одна его половина освещена лампой, другая находится в тени. Глаза наблюдателя находятся в тени выше освещённой области. Вхо-дящий в камень свет освещает включения и другие дефекты, хорошо заметные на тёмном фоне. Осмотр необходим со всех сторон, так как некоторые дефекты видны только под определённым углом.Отчётливые плоскости спайности выдают себя серебристыми рефлексами или небольшими радужными кружками. Трещины по плоскости спайности могут в дальнейшем привести к разрушению камня.
Размер ограночного сырья важен с точки зрения окраски. Практическое правило: если видна задняя сторона необработанного камня во время осмотра при хорошем освещении, то при огранке сырьё пригодно для изготовления одного камня. Если сырьё выглядит чёрным и его цвет можно увидеть лишь при освещении сзади ярким светом, то из такого образца можно только изготовить несколько мелких камней.
Кроме того, погружая куски сырья в иммерсионные жидкости, можно легко увидеть все внутренние дефекты камня. При отсутствии иммерсионных жидкостей можно воспользоваться керосином, минеральным, касторовым, горчичным маслом или иной прозрачной жидкостью с повышенным показателем преломления света. Чем ближе показатель преломления жидкости к таковому камня, тем лучше.
Разметка камней осуществляется под лупой с шестикратным увеличение или бинокулярным микроскопом таким образом, чтобы наиболее густо-окрашенной была нижняя сторона огранённого камня. Линии распиливания или раскалывания намечают фломастером, при этом необходимо учитывать, как лучше убрать дефекты камня в процессе огранки. Операция по разметке камня очень ответственная и требует большого опыта и знаний особенностей камня – его свойств, кристаллографического строения и т.д.
Распиливанием или раскалыванием ювелирные камни разделяют на части, пригодные для последующей обработки. Раскалывание в настоящее время применяют реже распиливания, в основном при обработке алмазов искажённой формы или алмазов с дефектами, устраняемыми при раскалывании. Алмаз закрепляют специальным цементом на оправке, на ребре алмаза осколком алмаза наносят риску (черту), а затем с помощью специального ножа, вставляемого в риску, откалывают часть алмаза.
Распиливают алмазы по определённым плоскостям, не соответствующим направлениям раскалывания. Эти плоскости располагаются параллельно граням куба или ромбододекаэдра. Распиливают алмазы на специальном станке тонкими дисковыми пилами, покрытыми алмазным микропорошком. На станках, используемых у нас в стране, диаметр дисков составляет 75 мм, толщина от 0,04 до 0,09 мм в зависимости от размера распиливаемого кристалла.
Технологический процесс распиливания начинается с наклейки размеченных кристаллов специальной массой, состоящей из медицинского гипса и клея в пропорции 1:1. затем кристалл ориентируют для совмещения плоскости линии разметки с плоскостью распиловочного диска. Делается это визуально или с помощью микроскопа МБС–2, оснащённого специальным устройством. После этого производится подрез кристалла на глубину 1–1,5 мм на малых скоростях (чтобы не испортить пилу и нормально «войти» в кристалл) и дальнейшее его распиливание. Нагрузка на алмаз при распиливании составляет от 120 до 300 г в зависимости от массы кристалла (от 0,1 до 5 кар и выше) и толщины диска (от 0,05 до 0,08 мм). В настоящее время для распиливания алмаза широко применяются полуавтоматические станки. Цветные ювелирные камни распиливают на специальном станке с помощью тонких алмазных дисков с частотой вращения до 8000 об/мин. Для охлаждения камня используют охлаждающие жидкости: воду, водомасляные эмульсии (как на металлорежущих станках), лёгкие масла, керосин в смеси с моторным маслом в соотношении 10:1, дизельное топливо.
Камень закрепляют в зажиме и вручную (или под собственным весом) подают навстречу движению вращающегося диска.
До появления алмазных пил для резки камня использовались абразивные порошки, например, наждак или карбид кремния, которые подавались к периферии стального диска или полотна в виде жидкой суспензии или шлама.
Алмазные пилы отличаются тем, что абразив в них включён непосредственно в стальной диск по его периферии. Диск изготавливается из мягкой стали, а если диск маленького диаметра, то из бронзы или меди. Пилы диаметром до 100 мм применяются для резки ценных материалов, диаметром 200 мм – для подрезки, более крупные, до нескольких десятков сантиметров, – для распиловки камня на пластины и блоки.
Некоторые минералы засоряют («засаливают») отрезные диски – нефрит, малахит, жадеит, везувиан. Иногда минерал налипает на диск, и вместо того, чтобы резать камень, диск его просто полирует в глубине разреза. Скорость распиловки при этом снижается, диск перегревается и деформируется или же заклинивается. Во избежание этого нежелательного явления используются минимальные скорости подачи инструмента. Если это не помогает, то к режущей кромке вращающегося диска подносят кусочек кирпича. Последний очищает диск и обнажает частицы алмаза.
В последнее время для распиловки также стали использовать алмазные ленточные и проволочные пилы.
Обдирка – это абразивный процесс, предназначенный для придания камню предварительной (грубой) формы.
При обдирке цветных камней используются шлифовальные абразивные круги. Самые обычные круги изготавливаются из карбида кремния и бывают различных размеров и форм. Отличаются они и по размерам абразивного зерна – в зависимости от назначения круга. В последние годы стали применять обдирочные круги с алмазными зёрнами, включёнными в металлическую или пластмассовую основу.
Грубое зерно выбирают для изготовления кругов, которые должны быстро удалять лишний материал. Тонкое зерно используют в тех случаях, когда желательно мягкое и лёгкое абразивное действие.
Обдирочные круги применяют для придания формы кабошонам, при подготовке сырья к огранке, а также для снятия фасок у плоских пластин, для объёмной резьбы, вырезания наборных деталей мозаик и других целей.
Обдирку алмаза производят вручную алмазным резцом, закреплённым в державке. Алмазу придают круглую или другую форму, острые рёбра и грани сглаживают. Обычно размер камня, которым производят обдирку, соответствует размеру обдираемого камня. Обдирают алмазы также и на специальных станках при помощи круга, армированного алмазами. Камень вращается с частотой 100–700 об/мин, а алмазный диск – с частотой 3000 об/мин. Диаметр диска 250 мм, зернистость алмазов 125/100 мкм, масса алмазов 300 кар. Обрабатываемый камень приклеивают специальной мастикой к торцу оправки, которую вставляют в соответствующее устройство на станке. Обрабатывают камень в струе воды. Для получения заготовок сложной формы (овальной, грушевидной, маркиза) камень обрабатывают специальным копиром.
Обдирка алмазов также может производиться на специальных автоматизированных обдирочных станках. Заготовки закрепляются на оправках и с помощью компьютера, где изображение проецируется на большой экран, точно позиционируются в непосредственном контакте друг с другом. Заготовки приводятся во вращение друг относительно друга, и при контакте производится их взаимная обдирка. Каждый камень при этом является одновременно и заготовкой и инструментом.
При обдирке вручную цветных камней подаваемая вода должна смачивать всю поверхность полностью. Обрабатываемый камень желательно держать большим и указательным пальцами каждой руки, соединив указательные пальцы внизу так, чтобы камень лежал на них как на опоре – это самый удобный и надёжный захват. Обрабатываемый камень должен быть направлен вниз по ходу движения круга во избежание выдалбливания круга острыми краями камня. Чем меньше размер камня, тем труднее удерживать его в руках и контролировать его положение.
Необходимо учитывать, что мягкие камни, например, опал, бирюза, змеевик, очень быстро сошлифовываются. При обработке пластин сначала сошлифовывается маленькая фаска на острых краях, чтобы избежать скалывания. После исчезновения фаски её необходимо возобновлять. Небольшие плоские поверхности можно обрабатывать на боковой поверхности круга, а не на периферийной.
Нельзя допускать сильного нагревания камня во избежание его разрушения. Если на абразивном круге появляются белые пятна, это означает, что каменная пыль не смывается, и необходимо усилить подачу воды. Тёплый на ощупь камень также свидетельство недостаточного смачивания. При сильном перегреве камень может треснуть или расколоться.
Необходимо учитывать, что именно на этапе обдирки создаётся форма камня. И именно обдирка является главной причиной разрушения большинства изделий в дальнейшем, несмотря на то, что последующие этапы выполняются хорошо.
Доводка. Процесс доводки несложен. Для этого нужно тереть камень о плоскую плиту с насыпанным на неё абразивным материалом или о абразивный круг, расположенный на вращающейся планшайбе. К нему прибегают, когда необходимо получить ровную плоскую поверхность.
Как и обдирку, доводку обычно начинают с крупного зерна, чтобы как можно быстрее выровнять поверхности. Затем применяют мелкий абразив, который подготавливает поверхность к последующему полированию.