

Лекция 10. Улучшение качества. Социальные аспекты менеджмента качества
Учебные вопросы:
Методы непрерывного улучшения качества.
Улучшение качества организации логистических процессов.
Реинжиниринг бизнес-процессов и новые информационные технологии в управлении качеством.
Национальные премии по качеству как стимул к улучшению качества.
Новый подход к управлению человеческими ресурсами
Тезисы
Методы непрерывного улучшения. Проекты прорыва. Kaizen-активность. Обогащение трудом. Реинжиниринг. Информационные технологии. Национальные премии по качеству.
10.1. Методы непрерывного улучшения качества
Непрерывное улучшение качества осуществляется людьми, новые подходы в управлении человеческими ресурсами повышают эффективность системы качества в целом.
В соответствии со стандартом ИСО 9004:2000, постоянное улучшение процессов является стратегической целью предприятия для совершенствования его деятельности и получения выгоды как для предприятия, так и для потребителей.
Имеются два основных подхода к осуществлению постоянного улучшения процессов:
1) проекты прорыва, ведущие или к пересмотру и улучшению существующих процессов, или к внедрению новых процессов;
2) деятельность по поэтапному постоянному улучшению.
Проекты прорыва выполняются при коренной переработке существующих процессов и включают:
определение целей и краткое описание проекта по улучшению;
анализ существующего (по факту) процесса и возможностей реализации изменения;
определение и планирование улучшения процесса;
внедрение улучшения;
верификацию и валидацию улучшения процесса;
оценку достигнутого улучшения.
После обсуждения и внесения изменений новый проект служит основой постоянного менеджмента процесса.
На рис. 10.1 приведены наименования методов постоянного улучшения качества и целевые направления их применения, а в таблице 10.1 дано краткое содержание простых методов.
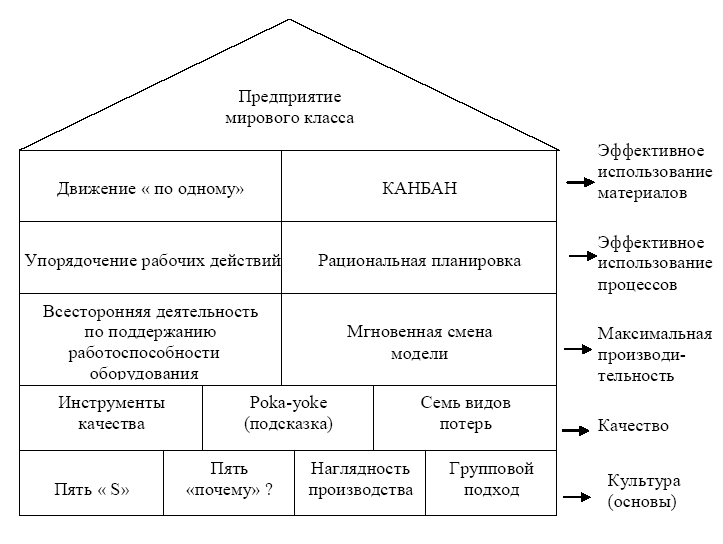
Таблица 10.1
Содержание методов непрерывного улучшения процессов
Метод непрерывного улучшения процессов |
Содержание метода |
Пять «S» |
1. Упрощение (Simplify) — отделение и устранение ненужных действий 2. Приведение в порядок (Straighten) — расположение необходимых вещей таким образом, чтобы они были легкодоступными 3. Чистота (Scrub) — содержание в чистоте оборудования и рабочего места 4. Устойчивость (Stabilize) — превращение деятельности по поддержанию чистоты и порядка в повседневную практику 5. Закрепление (Sustain) — стандартизация деятельности по первым четырем «S» в целях того, чтобы этот процесс никогда не кончался |
Пять «почему?» |
Анализируя проблему, задавайте вопрос «почему?» пять раз, тогда вы сможете найти истинные причины проблемы |
Наглядность производства |
Концепция построения производства, при которой информация легкодоступна и понятна каждому работнику для применения ее в целях непрерывного улучшения. Примеры такого подхода: цветная маркировка штампов, ярлыки в зонах применения методики КАНБАН, маркированные ящики для хранения инструмента |
Групповой подход |
Процесс непрерывного улучшения переносит усилия с традиционных методов управления, реализацией которых занимались руководители и отделы предприятия, на деятельность специальных команд, создаваемых в ходе изменений процесса |
Инструменты качества |
Типичные инструменты качества включают в себя блок-схемы, частотные гистограммы, диаграммы Парето, причинно-следственные диаграммы и контрольные карты |
Poka-Yokе (подсказки) |
Находящиеся на рабочем месте наглядные «подсказки», аварийные сигналы, ограничители, счетчики, памятки и другие простые приспособления, которые помогают исключить или уменьшить дефектность, предупреждая возможные ошибки |
Семь видов потерь |
1. Перепроизводство — производство продукции в объеме, превышающем необходимый 2. Простои — бесполезно потраченное оператором или механизмом время по причине неотлаженности процесса 3. Ненужная транспортировка — перемещения материалов, которые не связаны с действиями по добавлению «ценности» в производимую продукцию 4. Бесполезные действия — любой процесс, не добавляющий какой-либо «ценности» в производимую продукцию 5. Чрезмерные запасы — излишки закупаемых продуктов (не соответствуют необходимому количеству для выпуска продукции) 6. Бесполезные движения — перемещения людей и механизмов, которые не добавляют «ценности» в продукцию 7. Выпуск дефектной продукции, вызывающий необходимость ее доработки, чтобы удовлетворить требования заказчика |
Всесторонняя деятельность по поддержанию работоспособности оборудования |
Общефирменная программа поддержания оборудования в таком рабочем состоянии, которое обеспечивает его эффективную работу в течение всего жизненного цикла, что требует участия в программе каждого рабочего |
Мгновенная смена модели |
Метод или процесс, позволяющий переходить с выпуска одного вида изделия на другой, не снижая производительности, и без чрезмерного роста затрат, связанных с потерями на переналадку оборудования |
Упорядочение рабочих действий |
Приближение длительности рабочих операций к «тактовому времени» в целях повышения результативности операторов |
Рациональная планировка |
Оптимальное расположение оборудования, которое позволяет достигнуть производственных целей и минимизировать время производственного цикла |
Движение «по одному» |
Такое построение производственного процесса, при котором оператор занят на одной части процесса, а уж затем переходит к следующей. Это уменьшает число перемещений и транспортировок и позволяет обеспечить быструю обратную связь при появлении дефектов |
КАНБАН |
Механизм, который синхронизирует производство с требованиями заказчика по объемам и срокам поставок. Система КАНБАН обеспечивает производство необходимых частей в требуемых количествах в требуемые сроки |
Целью улучшения процессов обычно являются основные факторы, влияющие на качество процессов или увеличение затрат на их реализацию:
изменения в технологии;
износ оборудования и режущего инструмента;
изменения методов управления процессами (например, применение статистических методов);
изменения нормативов;
нарушения технологической дисциплины;
нестабильность технологической системы;
улучшение производственных условий работы.
Основная цель улучшения процессов — снижение вариабельности характеристик качества и устранение или уменьшение влияния порождающих их причин. Достижение этой цели необратимо приведет к снижению уровня дефектности и непроизводительных затрат.
Непрерывное повышение точности технологической системы и сохранение ее стабильности (система под воздействием возмущающих факторов не может без корректировки постоянно сохранять свои характеристики) требует от производственного и технологического персонала действий по непрерывному улучшению качества, связанных в основном с выявлением причин все новых и новых отказов и несоответствий в процессах производства. Устранение отказа (или дефекта), как правило, не исключает коренной причины его возникновения. То есть надо искать и искоренять первопричины
Техника поиска первопричин может быть различной. В таблице 10.1 показаны простые методы поиска решений. Но наиболее широко применяются в сегодняшней практике предприятий причинно-следственные диаграммы, называемые также диаграммами Исикавы (по имени автора). Именно они позволяют четко систематизировать все потенциальные причины, выделить из них самые существенные и провести системный поиск первопричины отказа.
Область поиска причин отказов в процессах производства продукции ограничена основными факторами, которые могут быть причинами отказов: технология (режимы, оснастка, инструмент), оборудование, материалы, персонал, внешняя среда. На начальном этапе поисков, с целью сокращения времени и затрат, важно выделить наиболее вероятный фактор отказа или зону причин дефектности.
Рассмотрим подробнее один из методов постоянного улучшения качества, основанный на принципе «Kaizen».
Японские фирмы раньше других перешли от отдельных методов улучшения качества к системе непрерывного улучшения продуктов и процессов (СНУПП), в основу которой положен принцип «Kaizen». В отличие от общепринятых до 90-х гг. прошлого века принципов повышения качества продукции, предусматривающих разовые, существенные инновационные вложения, принцип «Kaizen» базируется на непрерывном и постепенном накоплении мелких улучшений, производимых всеми сотрудниками предприятия, включая высшее руководство и управленцев всех уровней фирмы. Если значительная инновация часто требует огромных инвестиций и специальной технологии, то принцип «Kaizen» требует, как правило, лишь «определенной порции здравого смысла и способности к квалифицированному труду, то есть того, что каждый в состоянии сделать».
Почему придается так много значения участию всех сотрудников? Причина в том, что Kaizen-подход основывается на доверии к естественным стремлениям и способностям каждого человека. Этот подход позволяет работникам самостоятельно разрабатывать и осуществлять улучшения, не боясь, что их одернут свыше. Система СНУПП, базирующаяся на принципе «Kaizen», направлена на достижение следующих целей:
развитие и активизацию организационной структуры;
развитие потенциальных способностей, улучшение рабочих показателей работников;
получение полезных результатов — материальных и нематериальных.
Сформулированные выше цели соответствуют трем этапам практической деятельности:
1) побуждение работников фирмы к участию;
2) создание работникам возможностей развивать свои творческие способности и разрабатывать предложения;
3) получение полезного эффекта от внедрения предложений.
В соответствии с поставленными целями Kaizen-предложения должны быть направлены на повышение прибыльности фирмы. Поскольку существует только два способа увеличения прибыли, то вносимые предложения можно классифицировать по двум целевым направлениям: идеи, способствующие повышению оборота, и идеи, способствующие снижению издержек. Фирма может работать с низкими издержками, если производство функционирует без дефектов, перегрузок, ненужных материальных затрат, перебоев и т.д. К этой категории могут быть отнесены все предложения, направленные на интенсификацию процессов, то есть повышение производительности труда, а также повышение качества процессов. Постоянные улучшения с целью увеличения оборота включают в себя предложения по совершенствованию сервиса, усилению рекламы, повышению качества маркетинга и др.
Характеристика Kaizen-циклов. Система предложений на базе Kaizen-подхода образует замкнутый цикл (рис. 10.2) из четырех основных составляющих.
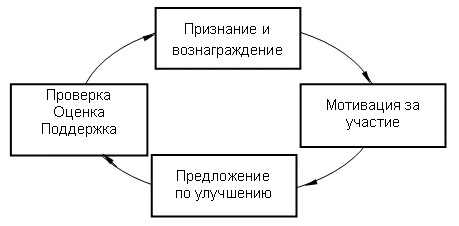
При этом необходимо:
мотивировать своих сотрудников на участие в решении проблем и в то же время не забывать о своих повседневных обязанностях;
мотивировать сотрудников фиксировать свои предложения на бумаге;
проверять и оценивать предложения, оказывать сотрудникам необходимую помощь;
обеспечивать признание и материальное вознаграждение материалов.
При бесперебойном осуществлении этого цикла предложения плавно переходят одно в другое. Каждая идея влечет за собой следующую идею, и достигнутые улучшения перекрываются дальнейшими улучшениями. Конечно, необходимо инициировать творческую деятельность работников.
Методы воздействия на деятельность по предложениям можно разделить на две категории: стратегия «подталкивания» и стратегия «подтягивания». Разновидности стратегии «подталкивания» включают, например, методы, повышающие мотивацию работников. Среди них есть как мягкие методы, так и жесткие (своего рода приемы давления). К мягким методам стимулирования деятельности можно отнести различного рода пропагандистские кампании и мероприятия. Более новыми средствами могут являться различного рода видеоматериалы. К стратегии «подтягивания» относятся в основном методы поощрения, в подавляющем большинстве — денежные вознаграждения. Другими важными элементами стратегии «подтягивания» являются проверка и оценка, инструкции начальства, помощь при практической реализации предложений. В отличие от типовых схем рассмотрения предложений работников, предусматривающих централизованную проверку, Kaizen-подход практикует сбор и проверку предложений по месту их возникновения, что весьма логично и здраво, так как руководитель подразделения или мастера, лучше других знающие дело, которым занимаются подчиненные, вероятно, и дадут самую верную оценку предложений. Рассмотрение и оценка предложений должны проводиться быстро, по возможности — немедленно. Если работник в результате творческого напряжения ума нашел путь решения какой-либо проблемы, то он хочет как можно быстрее узнать, насколько его решение верное. Такое состояние вызвано творческим «зудом». Поэтому предложения с малым экономическим эффектом, доля которых обычно больше, рассматриваются в первую очередь. Предложения с существенным экономическим эффектом рассматриваются дольше, так как они проходят экспертизу специалистов. Работники, ознакомленные с таким порядком рассмотрения, в редких случаях жалуются на задержку ответа.
Оценка предложений. Справедливость оценки предложений — один из важнейших факторов эффективности системы СНУПП. Даже при больших размерах вознаграждений, если критерии оценки предложений сложны или непонятны, проверка проводится долго, затягивается оглашение результатов, творческая активность работников невелика. Каждая фирма разрабатывает собственную методику оценки предложений в зависимости от традиций, от состояния бизнеса, от квалификации персонала и др. Но вместе с этим основные критерии оценки предложений практически совпадают: эффективность (прибыльность, снижение затрат), новизна (оригинальность), возможность реализации (техническая, организационная, экономическая). Каждый из критериев имеет диапазон значимости (обычно от 0 до 40 баллов). Сумма баллов по всем критериям определяет величину вознаграждения. Зависимость вознаграждения с увеличением количества баллов имеет резко возрастающий характер. Например, фирма «IR West Japan» при сумме баллов менее 30 отклоняет предложение, при 30—40 баллах выдает премию в 500 иен, при 40—50 баллах — 1000 иен, при 60—70 баллах — 3000 иен, при 80—90 баллах — 20000 иен и т.д. Некоторые фирмы практикуют для предложений с малым экономическим эффектом блиц-оценку (табл. 10.2). Нельзя недооценивать этап оценки предложений, ожидания результатов которого имеют исключительное психологическое воздействие на работника.
Таблица 10.2
Уровни и критерии оценочной блиц-таблицы
Критерии |
Уровни |
||
Посредственно |
Хорошо |
Очень хорошо |
|
Реализация или эффект |
200 иен |
500 иен |
1000 и более иен |
Идея или решение проблемы |
Премия за участие |
200 иен |
500 иен |
Выявление проблемы |
Отклонено |
Премия за участие |
200 иен |
Успешное внедрение системы СНУПП на фирмах Японии привело к широкому ее распространению в других странах, из которых наибольшее распространение система получила на автомобильных предприятиях Германии («Volkswagen», «Opel», «Mercedes-Benz», «Bosch» и др.).