

5.2.4 Саморегулирование дуги при сварке под слоем флюса
При автоматической сварке под слоем флюса выполняются следующие процессы:
- возбуждение дуги;
- поддержание устойчивого горения дуги;
- перемещение сварочной дуги вдоль шва;
- подача электродной проволоки в зону дуги;
- подача флюса в зону дуги;
- прекращение процесса сварки и заварка кратера.
Необходимым условием устойчивого горения дуги под слоем флюса является постоянство длины дуги, которое обеспечивается равенством скорости подачи электродной проволоки в зону дуги vэ и скорости ее плавления vп, т.е. vэ=vп.
Это равенство может нарушаться вследствие изменения скорости подачи проволоки в результате пробуксовывания ее в подающих роликах, неровностей на поверхности листов, колебания напряжения в сети и по другим причинам. Сварочная головка должна быстро и точно реагировать на эти наСварочные автоматы по способу регулирования дуги делятся на два типа:
1) автоматы с переменной скоростью подачи электродной проволоки, зависящей от изменения длины дуги;
2) автоматы с постоянной скоростью подачи электродной проволоки в зону дуги. В этом случае осуществляется саморегулирование длины дуги в зависимости от изменения скорости плавления электрода при изменении тока Для объяснения этого явления совместим внешнюю характеристику источника тока (кривая I) со статической вольтамперной характеристикой дуги (кривая II) на рисунке 5.6. Точка “a” соответствует устойчивому горению дуги.
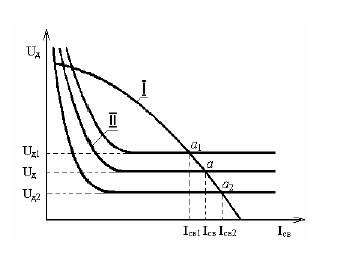
Рисунок 5.6 - Схема саморегулирования длины дуги при сварке под флюсом
Предположим, что устойчивое горение соответствует напряжению дуги UД и сварочному току Iсв.
Если по каким-либо причинам длина дуги возрастает, то увеличится и напряжение дуги до величины UД1. Точка устойчивого горения дуги перейдет в положение а1, и сварочный ток уменьшится до величины Iсв1. Так как скорость плавления проволоки пропорциональна сварочному току, а скорость подачи электродной проволоки постоянна, то скорость плавления проволоки уменьшится, и нарушенное равенство vэ = vп будет восстановлено.
Наоборот, если длина дуги уменьшится, то уменьшится и напряжение дуги до величины UД2. Точка устойчивого горения дуги перейдет в положение а2, сварочный ток увеличится до величины Iсв2, проволока начнет плавиться быстрее, длина дуги увеличится и равенство vэ = vп вновь восстановится.
Для питания дуги при автоматической сварке следует применять источники сварочного тока с более пологой характеристикой, так как при этом, даже при небольшом изменении напряжения дуги, сварочный ток будет изменяться на значительную величину; и процесс саморегулирования длины дуги будет происходить значительно быстрее. Для обеспечения высокой плотности тока могут применяться источники с жесткой характеристикой.
5.3 Устройство сварочного автомата а-384 мк
Сварочный автомат А-384 МК предназначен для автоматической сварки и наплавки под слоем флюса проволокой сплошного сечения диаметром 3 - 6 мм, порошковой проволокой диаметром 3 - 3,5 мм или лентой шириной 20 - 100 мм.
Сварочный автомат А-384 МК состоит из следующих частей:
- сварочной головки, которая зажигает сварочную дугу, автоматически подает проволоку в дугу; на сварочной головке крепится аппаратура для подачи флюса;
- самоходной каретки, предназначенной для перемещения сварочной головки со скоростью сварки;
- шкафа управления, в котором размещена электрическая аппаратура автомата;
- источника питания дуги (сварочного преобразователя или трансформатора) с пологопадающей или жесткой характеристикой.
Основным элементом автомата является сварочная головка (рисунок 5.7).
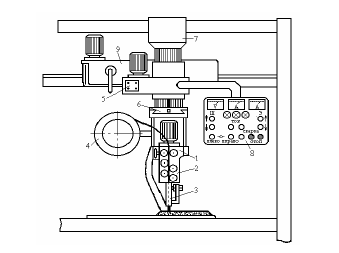
Рисунок 5.7 - Общий вид сварочной установки
В комплект сварочной головки входят: механизм подачи электродной проволоки 1, правильный механизм 2, сменные мундштуки 3 для сварки проволокой или наплавки лентой, катушки для проволоки или ленты 4, подвеска с механизмом подъема штанги 5, поперечный корректор 6, флюсовый бункер 7, пульт управления 8.
Механизм подачи электродной проволоки состоит из электродвигателя переменного тока, редуктора и подающих роликов. Кинематическая схема редуктора приведена на рисунке 30.8. Скорость подачи проволоки устанавливается путем подбора нужной пары сменных шестерен редуктора.
Правильный механизм с закрепленным на нем мундштуком обеспечивает правку проволоки, подвод сварочного тока к электроду и направление электрода в зону сварки под нужным углом (± 30°).
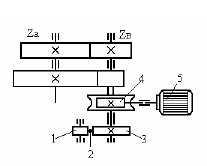
1 – ролик прижимной, 2 – проволока, 3 – ролик подающий, 4 – червячная пара, 5 – электродвигатель, Zа и ZB – сменные шестерни
Рисунок 5.8 - Кинематическая схема механизма подачи проволоки
Подвеска с механизмом подъема предназначена для подъема и опускания головки с помощью электропривода и ручного поперечного перемещения в пределах 100 мм.
Флюс засыпается в бункер и по шлангу самотеком подается в зону сварки.
Сварочная головка закрепляется на самоходной каретке 9 (рисунок 5.7). Каретка предназначена для перемещения сварочной головки вдоль разделки шва или вдоль оси наплавляемого валика со скоростью сварки. Механизм перемещения каретки аналогичен механизму подачи электродной проволоки, оборудован муфтой сцепления и при соответствующем подборе сменных шестерен позволяет изменять скорость сварки в пределах от 13,5 м/ч до 112 м/ч.