

2.3 Материалы и оборудование
Универсальная испытательная машина (гидравлический пресс). Линейка мерительная, составной (свинцовый либо пластилиновый) цилиндрический образец, порошок мела (либо графита).
2.4 Порядок выполнения
Цилиндрический
образец, состоящий из пяти пластин
диаметром d=25
мм
и высотой h0=10
мм, изготавливается из свинца (или
пластилина). Для предотвращения
слипания при деформации плоские
поверхности пластин покрывают
порошком мела или графита. Пластины
нумеруют, как показано на рис. 2.2а, и
образец осаживают в торец между
плоскопараллельными плитами на
испытательной
машине до высоты Нi=40
мм (суммарная относительная деформация
-
![]() =
20%). После
осадки образцы разрезают по диаметральной
плоскости и линейкой замеряют толщину
пластин по трем осям (0-0; 1-1; 2-2),
согласно рис. 2.2б.
=
20%). После
осадки образцы разрезают по диаметральной
плоскости и линейкой замеряют толщину
пластин по трем осям (0-0; 1-1; 2-2),
согласно рис. 2.2б.
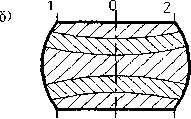
Рис. 2.2. Составной образец из пластилина до (а) и после осадки (б)
Данные замеров
заносят в таблицу 1. Подсчитывают
абсолютную ∆h
и относительную осевую
![]() ,
деформации на двух образцах по
фиксированным пластинам
в характерных трех сечениях. Строят
функциональные графические зависимости
в координатах:
,
— номер
пластины — ось (0-0; 1-1; 2-2), по которым
делается вывод о неравномерности осевой
(продольной) деформации по
высоте образца.
,
деформации на двух образцах по
фиксированным пластинам
в характерных трех сечениях. Строят
функциональные графические зависимости
в координатах:
,
— номер
пластины — ось (0-0; 1-1; 2-2), по которым
делается вывод о неравномерности осевой
(продольной) деформации по
высоте образца.
Таблица 1
Продольная ось "0-0" |
||||||||
№ плас- тины
|
h0 |
h1 |
∆h=h0 - h1 |
|
Приме- чание
|
|||
= 20% |
= 20% |
= 20% |
||||||
Мм
|
%
|
|||||||
1
|
|
|
|
|
|
|
|
|
2
|
|
|
|
|
|
|
|
|
3
|
|
|
|
|
|
|
|
|
4
|
|
|
|
|
|
|
|
|
5
|
|
|
|
|
|
|
|
|
Продольная ось "1-1" |
||||||||
1
|
|
|
|
|
|
|
|
|
2
|
|
|
|
|
|
|
|
|
3
|
|
|
|
|
|
|
|
|
4
|
|
|
|
|
|
|
|
|
5
|
|
|
|
|
|
|
|
|
Продольная ось "2-2" |
||||||||
1
|
|
|
|
|
|
|
|
|
2
|
|
|
|
|
|
|
|
|
3
|
|
|
|
|
|
|
|
|
4
|
|
|
|
|
|
|
|
|
5
|
|
|
|
|
|
|
|
|