

7.3.2 Сверла
Сверла предназначены для сверления отверстий в сплошном материале, рассверливания уже имеющихся отверстий, надсверливания конических углублений. В промышленности применяют следующие основные типы свёрл: спиральные, перовые, пушечные, для кольцевого сверления, центровочные, специальные (рисунок 7.5). Свёрла изготовляют из быстрорежущей стали марок Р6М5, Р9К5 и др.

а - цилиндрическое сверло с пластиной ВК8 и с цилиндрическим хвостовиком; б – свёрло со сплошным стеблем; в - трёхперовое сверло
Рисунок 7.5 – Свёрла
Спиральное сверло является основным типом сверл, наиболее широко распространенным (рисунок 7.6). Его используют при сверлении и рассверливании отверстий диаметром до 80 мм с точностью обработки по 11-12 квалитетам и шероховатостью Rа в пределах 10 мкм. Спиральное сверло имеет рабочую часть (режущую и направляющую), шейку и хвостовик. Основную работу резания выполняет режущая часть двумя главными режущими кромками 1, двумя вспомогательными режущими кромками 2 и одной поперечной кромкой 3. Главные режущие кромки образуются на каждом зубе пересечением задних и передних поверхностей. Поперечная кромка 3 образуется в результате пересечения двух задних поверхностей.
С целью уменьшения трения сверла об обрабатываемую поверхность направляющая часть делается узкой в виде ленточек. Кроме этого, рабочая часть имеет обратную конусность, т.е. уменьшение диаметра к хвостовику на 0,03-0,12 мм на каждые 100 мм. Для придания сверлам большей жесткости их сердцевина к хвостовику делается увеличенной на 1,4-1,5 мм на каждые 100 мм длины.
Угол при вершине φ располагается между проекциями главных режущих кромок на основную плоскость. Его значение выбирается, в основном, в зависимости от свойств обрабатываемого материала. Для стандартных сверл значение 2 φ = 116-122° .
Углом наклона винтовой канавки ω называется угол между касательной к винтовой линии, образующей эту канавку, и линией, параллельной оси сверла. В разных точках режущей кромки он неодинаков. В периферийной точке главной режущей кромки, т.е. по кромке ленточки, он максимальный. Угол ω = 15-60° зависит от обрабатываемого материала, глубины просверливаемого отверстия и других факторов.
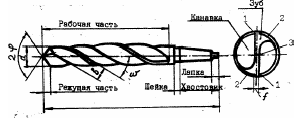
d - диаметр сверла; 2φ - угол при вершине; ω - угол наклона
винтовой канавки; b – ширина канавки; f - ширина ленточки
Рисунок 7.6 - Элементы и геометрия сверла
Передний угол γ - угол между касательной к передней поверхности в рассматриваемой точке главной режущей кромки и нормалью в этой же точке к поверхности резания. Передний угол γ у сверла переменный: min у вершины, max на периферии.
Задний угол α - угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и плоскостью резания. Задние углы также переменны, однако изменяются в противоположном направлении, увеличиваясь от периферии, где они равны 8-11° до 25-35° к оси (большие значения относятся к меньшим диаметрам сверл).
Вспомогательный угол α близок к 0.
Угол наклона поперечной режущей кромки φ располагается между проекциями главной и поперечной кромок на торцовую плоскость сверла.
Он тесно связан с задним углом на периферии и является одним из показателей правильности заточки стандартных сверл.