25. Процесс создания и освоения новых изделий.
Процесс создания и освоения новых изделий включает в себя несколько стадий: стадия конструкторской подготовки производства; стадия технологической подготовки производства; стадия материально-организационной подготовки производства; стадия освоения производства.
Стадия конструкторской подготовки производства новых изделий (КППНИ). В результате КПП должен быть разработан комплект документации на новый вид продукции, состоящий из графических и текстовых документов, определяющих все необходимые данные для его изготовления, контроля, приёмки, эксплуатации и ремонта.
В составе КППНИ выполняются следующие комплексы работ, которые можно рассматривать как её этапы.
1. Разработка технического задания (ТЗ).
2. Разработка технического предложения (ТП).
3. Разработка эскизного проекта (ЭП).
4. Разработка технического проекта (ТП).
5. Разработка рабочего проекта (РП).
6. Изготовление и испытание опытного образца (опытных образцов).
7. Корректировка конструкторской документации (КД) по результатам изготовления опытных образцов.
8. Корректировка КД на стадии ТПП.
9- Корректировка КД по результатам изготовления установочной партии.
Стадия технологической подготовки производства новых изделий (ТППНИ). Эта стадия включает обширный перечень работ по проектированию и созданию материальной базы для производства новых изделий. В составе этого перечня можно выделить следующие комплексы работ, которые могут рассматриваться как этапы.
1. Отработка конструкторской документации на технологичность.
2. Разработка технологической документации.
3. Производственный этап ТППНИ.
4. Сопровождение установочной партии.
Стадия материально-организационной подготовки производства новых изделий (МОШШИ). Здесь выполняется и КППНИ и ТППНИ для материально-организационной подготовки производства.
Стадия освоения производства. В составе этой стадии можно выделить два комплекса работ, которые также могут рассматриваться как этапы.
1. Изготовление установочной партии.
2. Выход на проектные показатели.
При освоении серийного производства достаточно сложной техники фактическая себестоимость в первое время может превышать проектную в несколько раз, а период освоения составлять 2-3 года.
26. Планирование технической подготовки производства (использование линейных и сетевых графиков)
При подготовке производства модернизированных и новых изделий наиболее сложными являются этапы конструкторской и технологической подготовки, которые объединяются понятием техническая подготовка производства. Задачей планирования технической подготовки производства является обоснованное установление начальных и конечных сроков выполнения работ, обеспечивающих своевременный запуск нового изделия в производство и выпуск его в намеченные сроки. К основным элементам планирования технической подготовки относятся: установление состава, объема и последовательности выполнения работ; выявление потребности в материалах, полуфабрикатах, комплектующих изделиях, дополнительном оборудовании; определение потребного состава работников необходимых профессий и квалификаций; распределение работ по подразделениям и исполнителям; выявление потребности в перепланировке цехов и участков; установление норм и нормативов затрат времени на выполняемые работы; расчеты загрузки рабочих мест; составление сметы расходов на техническую подготовку производства.
В планировании технической подготовки производства используется две группы нормативов - трудовые и объемные. С помощью трудовых нормативов рассчитывают трудоемкость конструкторских, чертежных, копировальных и других работ в нормо-часах. С помощью объемных нормативов определяют объем работ в натуральном выражении (количество наименований условных деталей, количество листов проектной документации и др.).
Одним из важнейших объемных нормативов технологической подготовки является коэффициент технологической оснащенности - частное от деления количества специального оснащения, необходимого для изготовления конкретного изделия, на количество наименований оригинальных деталей в этом изделии:
Величина![]() -
зависит
-
зависит в
основном от типа производства: для
единичного производства
в
основном от типа производства: для
единичного производства![]() -
минимальный, для массового - максимальный.
-
минимальный, для массового - максимальный.
Традиционные методы планирования предусматривают использование линейных (ленточных) графиков. Основным документом при этом методе планирования является генеральный график, который содержит сроки начала и окончания отдельных этапов работ. Для его составления используются укрупненные нормативы, с помощью которых рассчитывают объемы и трудоемкость работ по стадиям технической подготовки производства нового изделия. На основе генерального графика разрабатываются частные графики, определяющие объемы работ внутри каждой стадии.
Линейные графики используют при планировании технической подготовки производства несложных изделий с преимущественно последовательным ходом работ.
При создании сложных изделий (автомобили, самолеты, спутники и т. д.) планирование всех работ технической подготовки производства и управление всем комплексом этих работ осуществляется с помощью метода сетевого планирования и управления (СПУ).
Система сетевого планирования и управления - это комплекс графических, расчетных методов, организационных мероприятий и контрольных приемов, обеспечивающих моделирование, анализ и планирование выполнения сложных проектов и разработок.
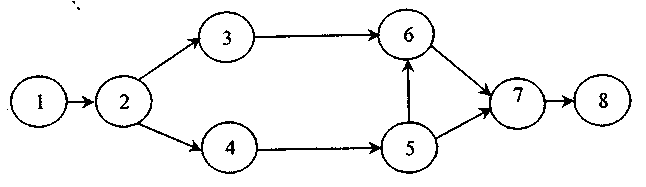
Основой системы является сетевой график. В сетевом графике (его также называют сетевой моделью, или просто сетью) детально или укрупнено показывается что, в какой последовательности, когда, для чего необходимо выполнить, чтобы обеспечить окончание всех работ не позже заданного срока.
В отличие от ленточного графика, где основным является только один элемент - работа, в сетевом графике, как правило, имеются два основных элемента - работа и событие.
Работами называют любые процессы, действия, приводящие к достижению определенных результатов. Работа в сетевом графике изображается сплошной стрелкой, фиктивная работа - пунктирной.
Событиями называют результаты произведенных работ. В отличие, от работы, имеющей протяженность во времени, событие представляет собой только момент свершения работы.
Всякая работа сетевого графика соединяет два события. Одно из них - начальное, другое - конечное. Любая последовательность взаимосвязанных работ и событий на сетевом графике называется путем. При этом конечное событие какой-либо работы совпадает с начальным событием следующей за ней работы.