3. Состав и расчет технически обоснованной нормы времени.
Под технически обоснованной нормой времени понимается установленное для определённых организационно-технических условий максимально-допустимое время на выполнение данной работы исходя из условий рационального использования производственных возможностей оборудования, передового производственного опыта и при нормальной напряженности труда.
Основным
объектом нормирования в условиях
серийного и массового производства
является операция. В условиях
крупносерийного и массового производства
применяют штучную норму времени состав
которой следующий:![]()

где -
соответственно, время: основное,
вспомогательное,
-
соответственно, время: основное,
вспомогательное,
обслуживания рабочего места, отдыха и личных надобностей.
Для расчета нормы времени приведенную формулу чаще используют в другом виде:
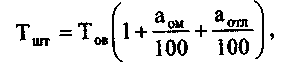
где![]() -
оперативное время;
-
оперативное время;![]() -
коэффициенты, показывающие
-
коэффициенты, показывающие
долю в процентах от оперативного времени, соответственно, времени на обслуживание рабочего места и времени на отдых и личные надобности.
В
условиях мелко и среднесерийного
производства применяют
штучно-калькуляционную норму времени![]() состав
которой выражается формулой:
состав
которой выражается формулой: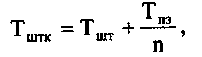
где![]() -
подготовительно-заключительное время;
-
подготовительно-заключительное время;![]() -
количество деталей в партии.
-
количество деталей в партии.
Использование
приведенных формул осуществляется в
рамках так называемого аналитического
метода определения норм времени. При
этом в условиях крупносерийного и
массового производства основное
время должно рассчитываться исходя из
условий конкретной операции (длина
обрабатываемой поверхности, число
проходов, скорость резания и др.), а
все остальные составляющие формулы
для![]() берутся , как правило, из справочников.
В условиях же мелко и среднесерийного
производства при расчете
берутся , как правило, из справочников.
В условиях же мелко и среднесерийного
производства при расчете![]() все
составляющие формулы, кроме n,
берутся, как правило, из справочников.
все
составляющие формулы, кроме n,
берутся, как правило, из справочников.
В условиях единичного производства основным объектом нормирования является не операция, так как пооперационные техпроцессы не разрабатываются, а деталь или узел или даже изделие в целом. Норма времени определяется путем сравнения с похожими предметами труда, которые изготавливались раньше, или на основании опыта и интуиции нормировщика. Такой метод нормирования называется опытно статистическим.
Основными методами изучения фактических затрат рабочего времени являются фотография рабочего дня и хронометраж. Фотография рабочего дня фиксирует все затраты рабочего времени в течение смены. Она используется в основном для выявления непроизводительных потерь времени и уточнения нормативов подготовительно-заключительного времени, времени на обслуживание рабочих мест и времени на личные надобности.
Объектом хронометража является оперативное время. Он применяется для установления технически обоснованных норм времени, а также проверки норм, установленных расчетным путём.
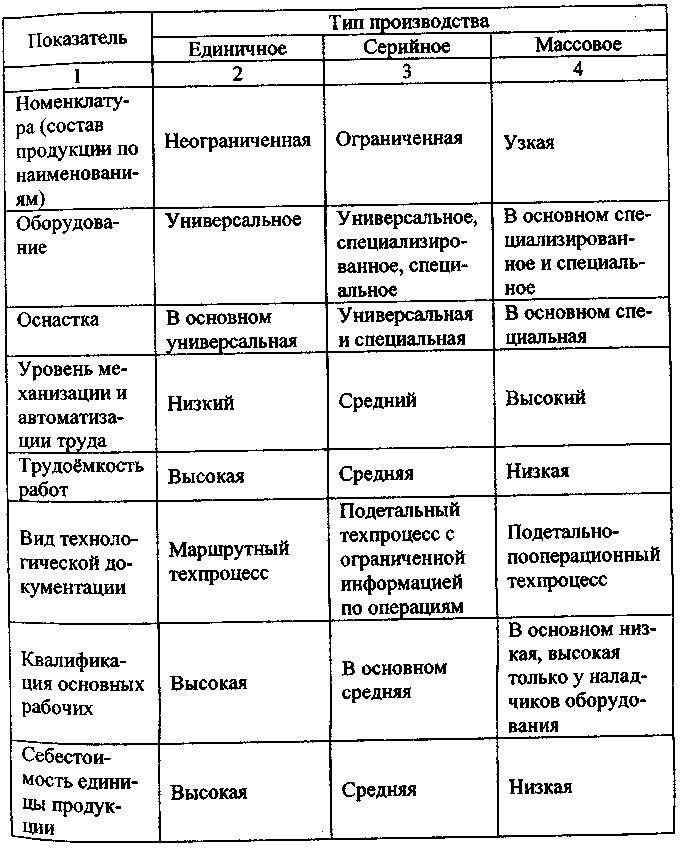
4. Типы производства и их основные технико-экономические характеристики.
Понятие тип производства применяется к совокупности производственных процессов и процессов обеспечения, обслуживания, организации и управления, связанных с изготовлением одного вида или группы продукции и имеющих место в структурной единице от рабочего места до предприятия в целом (например, можно говорить о типе производства изделия А, также можно говорить о типе производства на определенном рабочем месте, участке, в цехе и т.д.).
Тип
производства — это определённая его
форма, отличающаяся рядом технико-экономических
характеристик. В качестве количественного
признака типа производства используется
степень специализации, которая как
уже говорилось, оценивается с помощью
коэффициента закрепления операций![]() Еще
его называют коэффициентом серийности.
Еще
его называют коэффициентом серийности.
Различают три основных типа производства: единичное, серийное и массовое. Серийное производство ещё делят на мелкосерийное и крупносерийное.
Единичным называют такое производство, при котором
Этот
тип производства характеризуется
изготовлением большого![]() количества
наименований предметов труда в одном
или нескольких экземплярах, как
правило, редко повторяющихся.
количества
наименований предметов труда в одном
или нескольких экземплярах, как
правило, редко повторяющихся.
Серийным
называют такое производство, при котором
1<
![]() 40. Этот тип производства характеризуется
ограниченным количеством предметов
труда, которые изготавливаются
периодически повторяющимися партиями
(сериями). Партия - это определённое
количество предметов труда, одновременно
поступающих в производство и для которых
только однократно производятся
подготовительно-заключительные работы
(получение в кладовых технологической
документации, инструмента и оснастки,
ознакомление с технологической
документацией, установка оснастки и
инструмента на оборудование и т.д.).
Серийное производство считается:
мелкосерийным при
40. Этот тип производства характеризуется
ограниченным количеством предметов
труда, которые изготавливаются
периодически повторяющимися партиями
(сериями). Партия - это определённое
количество предметов труда, одновременно
поступающих в производство и для которых
только однократно производятся
подготовительно-заключительные работы
(получение в кладовых технологической
документации, инструмента и оснастки,
ознакомление с технологической
документацией, установка оснастки и
инструмента на оборудование и т.д.).
Серийное производство считается:
мелкосерийным при
![]() среднесерийным при
среднесерийным при
![]() крупносерийным
при
крупносерийным
при![]()
Массовым
называют такое производство, при котором
Этот тип производства характеризуется изготовлением в течение дли- |
тельного времени одного или нескольких наименований предметов труда в больших количествах.
Технико-экономическая характеристика типов производства