Понятие и состав производственного цикла.
Производственный цикл - это период времени от начала изготовления предмета труда до его полного изготовления и приемки в результате технического контроля. Началом изготовления узлов и изделий является начало изготовления первых деталей, входящих в них. Обычно производственный цикл выражается в рабочих или календарных днях.
Состав производственного цикла, выраженного в календарных днях, приведен на рис.2.4.
Внутрипартионные перерывы имеют место при передаче предметов труда с одной операции на другую партиями. В этом случае предмет труда пролеживает определенное время в ожидании обработки других предметов труда партии.
Межоперационные перерывы возникают при различной трудоемкости работ на смежных операциях. В результате предмет труда или партия предметов труда определенное время пролеживает в ожидании, когда освободится рабочее место на следующей операции.
Организационные
перерывы - это перерывы, которые возникают
из-за отсутствия согласования по времени
выполнения различных операций, потерь
времени на передачу информации, простоев
из-за поломок оборудования,
несвоевременного поступления материалов,
появления брака и т.д. Особенно
большими организационные потери бывают
при изготовлении большой номенклатуры
предметов труда. В пределах определенной
величины, зависящей от организации на
предприятии труда и управления,
организационные перерывы являются
неизбежными и могут считаться
обоснованными, сверх же этой величины
- необоснованными. При определении
величины расчетных производственных
циклов следует учитывать организационные
перерывы, но только обоснованные.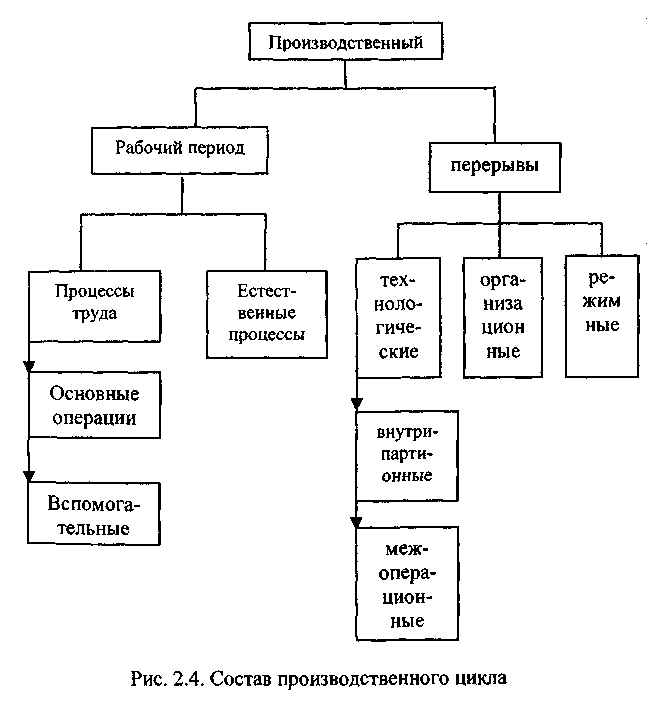
Режимные перерывы - это все время, за исключением рабочего: обеденные перерывы, межсменные дневные и ночные перерывы, выходные и праздничные дни.
Структура производственного цикла - это соотношение затрат времени на его составляющие. Она зависит от вида выпускаемой продукции, особенностей технологии, объемов выпуска и других факторов.
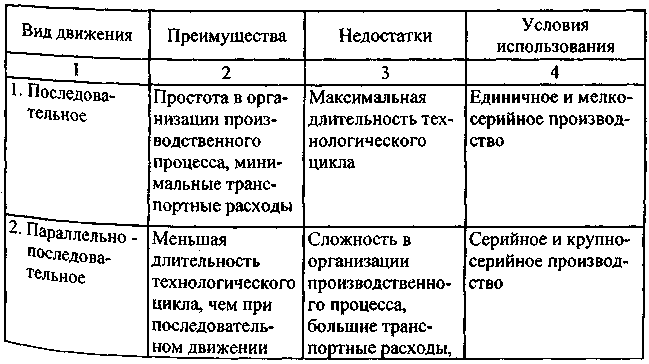
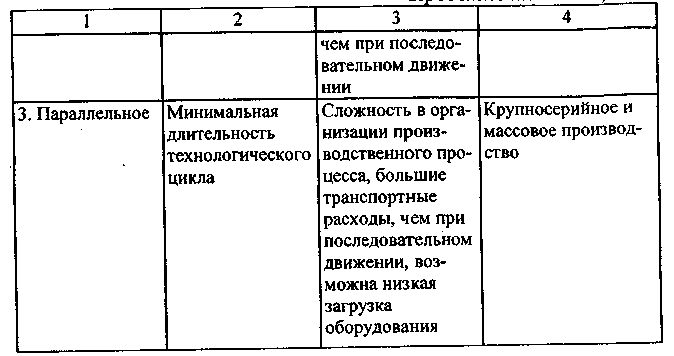
6. Особенности организации последовательного, параллельно-последовательного и параллельного движения предметов труда.
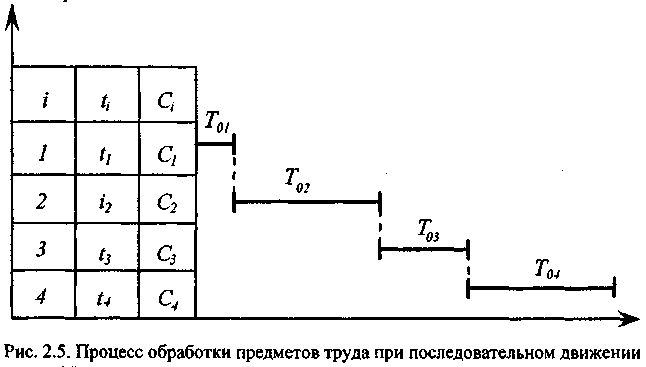
где i – порядковый номер в тех. процессе
ti – норма времени (длительность обработки на один предмет труда на i-ой операции
сi – количество рабочих мест на i-ой операции
T01 – время в норм-ч. обработки всей партии (соответственно на 2, 3, 4 операциях)
Время обработки
всей партии на i-ой
операции
![]()
n – количество предметов труда партии
![]() -
такт обработки на i-ой
операции, время в течении которого
появляется один предмет труда, прошедший
обработку на i-ой
операции.
-
такт обработки на i-ой
операции, время в течении которого
появляется один предмет труда, прошедший
обработку на i-ой
операции.
![]()
![]()
m – число операций в технологическом процессе.
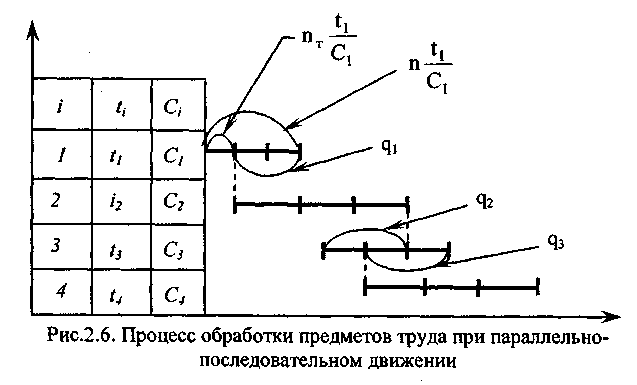
Особенности организации параллельн -последовательного движения предметов труда.
При параллельно последовательном движении предметов труда выполняются следующие условия.
1) Вся обрабатываемая партия, делится на транспортные партии и передача предметов труда с операции на операцию осуществляется транспортными партиями. Как крайний случай транспортируемая партия может состоять из одного предмета труда.
2) Транспортная партия передается на следующею операцию не ожидая обработки других транспортных партий.
3) Если
![]() ,
то, как только будет закончена обработка
первой транспортируемой партии она
сразу же передается на следующую
операцию, процесс строится по первой
транспортной партии.
,
то, как только будет закончена обработка
первой транспортируемой партии она
сразу же передается на следующую
операцию, процесс строится по первой
транспортной партии.
4) Если
![]() ,
то как только на i-ой
операции заканчивается обработка
последней транспортной партии, она
сразу же должна передаваться на следующую
операцию, к этому моменту времени
обработка всех предыдущих транспортных
партий на операциях i+1
должна быть заложена (процесс строится
по последней транспортной партии).
,
то как только на i-ой
операции заканчивается обработка
последней транспортной партии, она
сразу же должна передаваться на следующую
операцию, к этому моменту времени
обработка всех предыдущих транспортных
партий на операциях i+1
должна быть заложена (процесс строится
по последней транспортной партии).
5) Обработка всей партии предмета труда на всех операциях происходит без перерыва.
Процесс обработки предметов труда при параллельно последовательном движении может быть изображен в таком виде.
T01<T02
T02<T03
T03<T04
![]() -
количество предметов труда в транспортной
партии.
-
количество предметов труда в транспортной
партии.
![]() - время обработки
транспортной партии на i-ой
операции
- время обработки
транспортной партии на i-ой
операции
![]() -
длительность цикла
-
длительность цикла
где j – порядковый номер пары смежных операций
![]() - это часть, короткой
операции из 2 смежных выполняемая
параллельно с данной
- это часть, короткой
операции из 2 смежных выполняемая
параллельно с данной
![]()
![]()
![]()
или в общем виде
![]()
где
![]() -
суммарная длительность параллельно
выполняемой операции.
-
суммарная длительность параллельно
выполняемой операции.
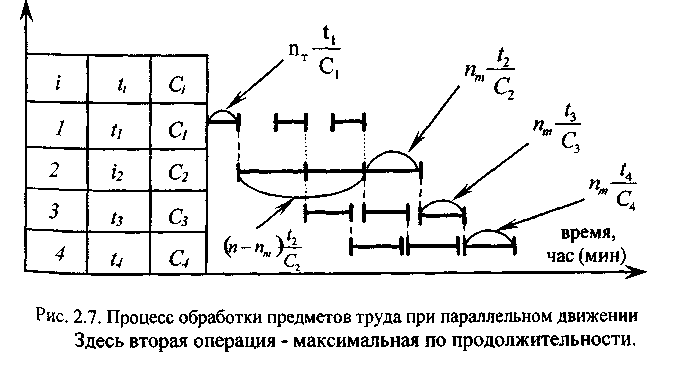
Особенности организации параллельного движения предметов труда.
При параллельном движении предметов труда выполняются следующие условия:
1) Вся обрабатываемая партия делится на транспортные партии и передача предметов труда с операции на операцию осуществляется только транспортными партиями (транспортная партия может состоять из одного предмета труда).
2) Транспортная партия передается на следующую операцию не ожидая обработки других транспортных партий.
3) Процесс обработки строится по транспортным партиям, находящихся на самой длинной операции.
4) На самой длинной операции все транспортные партии (вся партия предметов труда, обрабатываются без перерыва).
5) На всех операциях, кроме самой длинной транспортные партии обрабатываются с перерывами между ними, дополняющих их до длительности самой длинной операции.
Процесс обработки предметов труда при параллельном движении может быть изображен в следующем виде.
а в общем случае,

Таблица 2.5 Преимущества и недостатки видов движения