

3.9.7 Характеристика административно-бытового здания абк №2
Трехэтажный корпус с подвальным помещением, площадь застройки – 1200 кв.м, высота здания – 10,2 метра, длина – 60 метров, строительный объем – 16235 куб.м.;
1 этаж – столовая и лечебно – оздоровительный центр с сауной;
2 этаж – бытовые помещения;
3 этаж – служебные кабинеты, спортивный зал;
подвал – убежище ГО;
3.9.8 Помещение блока гаражей и столярной мастерской
Площадь застройки:
- гаражных боксов – 375,3 кв.м в количестве 8 штук
- столярной мастерской – 90 кв.м., с подсобным помещением площадью 25 кв. м.
Помещение одноэтажное, высота помещений зданий – 5 метров.
Принципиальная
схема трубоэлектросварочного агрегата
20…76
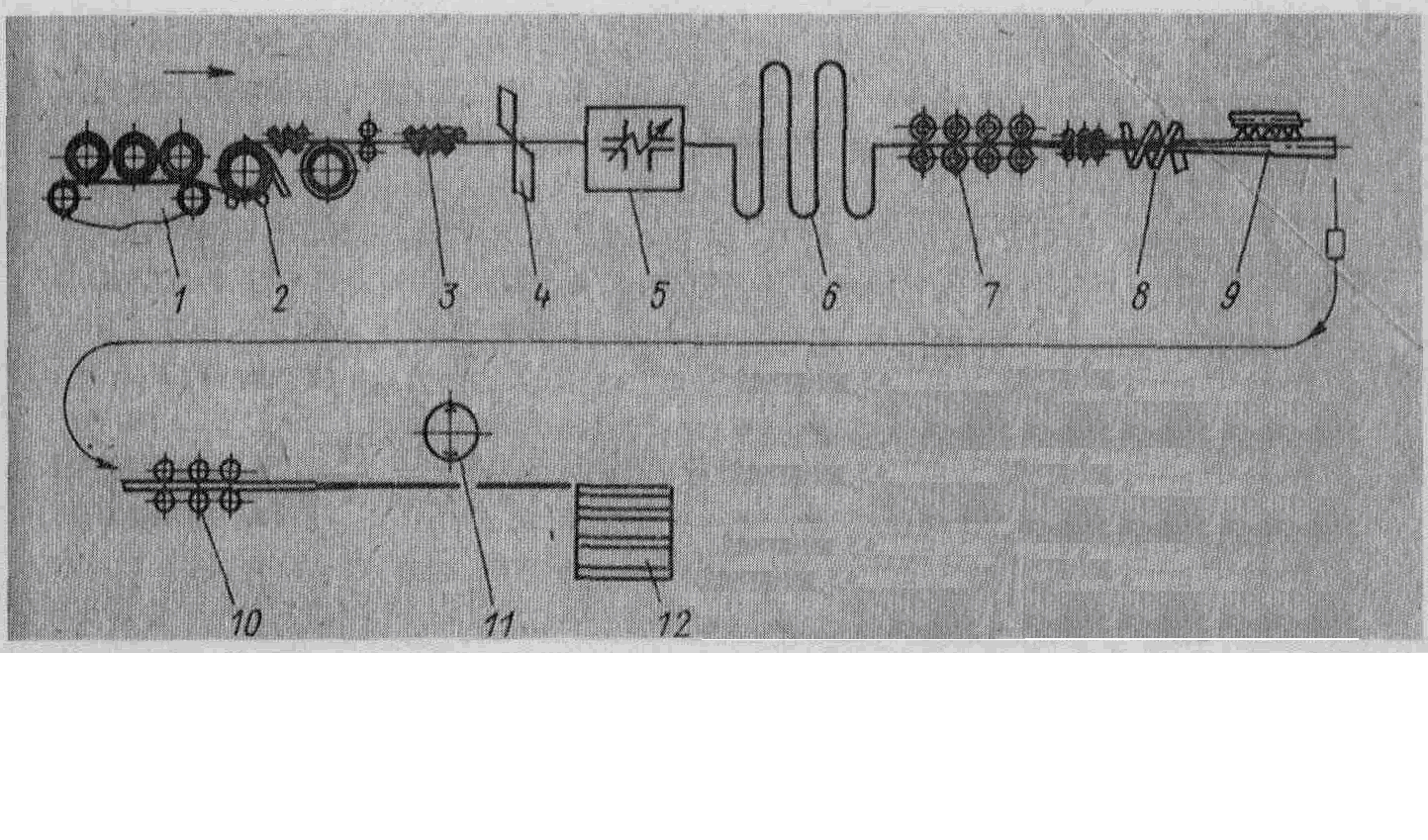
1-Конвейер
2-Разматыватель
3-Лентоправильная машина
4-Ножницы
5-Стыкосварочная машина
6-Накопитель ленты
7-Формовочный стан
8-Сварочная машина
9-Холодильник
10-Калибровочный стан
11-Трубоотрезной станок
12-Участки отделки и упаковки
4.2 Подготовка ленты
Пачки рулонов лент подаются на стан "10 – 76". При этом подручный сварщика ленты проверяет качество лент и регистрирует пришедший металл в журнале, записывая дату поступления, завод-поставщик, вес, размер ленты, марку стали, номер плавки, количество рулонов, результаты входного контроля, заключение о годности металла за своей подписью.
Накопитель рулонов поворотный четырехпозиционный. Накопители рулонов поворачиваются до установки одной из четырех его позиций вдоль оси загрузочной тележки. Одновременно освободившаяся от рулона позиция устанавливается под загрузку. Загрузочная тележка с подъемным столом снимает крайний рулон со штыря накопителя, зажимает его в корпусе и одевает на свободный барабан разматывателя, где он фиксируется по внутреннему диаметру цанговым зажимом.
Разматыватель рулонов имеет двухпозиционную конструкцию. После окончания размотки (скорость 0,5...0,6 м/с) предыдущего рулона поворотный стол разматывателя поворачивается на 180 градусов, и загруженный барабан устанавливается в линии загрузочной тележки. В линии размотки скребок отгибателя отгибает конец ленты и принимает его к текущему ролику, с помощью которого лента задается в лентоправильную машину.
Правка ленты производится в машине с тремя нерегулируемыми нижним и двумя регулируемыми верхними валками, закрепленными на консольной раме.
После лентоправильной машины производится отрезка переднего, а затем заднего конца ленты. При наличии языков на ленте конец обрезается до номинальной ширины рулона, а при наличии дефектов - до полного удаления дефектного участка.
Качество концов ленты после обрезки проверяет электросварщик ленты.
Стыковая сварка концов ленты, для обеспечения безостановочной работы стана, осуществляется полуавтоматическим сварочным устройством А-547УМ типа ПДГ-30943, 380 В, который имеет механизм подачи сварочной проволоки и регулятор сварочного тока. Для сварки применяется сварочная проволока, марок СВ-08ГС, СВ-08Г2с по ГОСТ 2246 диаметром 1,2...1,4 мм, намотанная на бухты.
Перед сваркой задний и передний концы лент центрируются по оси стыкосварочной машины и зажимаются.
При сварке концов лент не допускаются прожоги, непровары.
Сварочный грат удаляется.
Для обеспечения непрерывного технологического процесса за счет создаваемого запаса ленты на время стыковки очередных концов лент состыкованную ленту тянущими роликами подают в накопитель полосы спирального типа с вертикальным расположением оси.
При толщине полосы в 1 мм, запас полосы возможен до 860 м (наибольшее количество витков-63, наименьшее 3), при толщине в 4 мм, запас достигает 480 метров (наибольшее количество витков 33, наименьшее 3)