

2.14Определение параметров натяжного устройства.
Для компенсации вытяжки ленты и обеспечения необходимого натяжения ветви ленты, сбегающей с приводного барабана, на участке наименьшего натяжения ленты конвейера или непосредственно после приводного барабана должно быть установлено натяжное устройство (НУ) того или иного типа.
Усилие натяжного устройства
Sh =SнабН+SСБН =S6+S7 =1215,3+ 1178,3 = 2393,6кгс
Выбираю для натяжного устройства барабан 8040-50 диаметр 400 мм для ленты шириной В=650 мм. Выбираю натяжное винтовое устройство 8040-60-50 с наибольшим усилием на натяжном барабане 2,5 тс.
Для компенсации вытяжки ленты и обеспечения необходимого натяжения ветви ленты, сбегающей с приводного барабана, на участке наименьшего натяжения ленты конвейера или непосредственно после приводного барабана должно быть установлено натяжное устройство (НУ) того или иного типа.
Грузовое натяжное устройство состоит из натяжной тележки или натяжной рамы и грузового устройства. Типоразмер натяжной тележки и натяжной рамы определяют по расчетному значению необходимого усилия натяжного устройства Рнт. В соответствии с потребным усилием натяжения выбирается НУ без полиспаста или с полиспастом.

Рисунок 6. Натяжное устройство.
Полный ход НУ XI, мм, разделяется на 2 хода- монтажный и рабочий и вычисляется по формуле.
Х= Хм +Хр , (27)
где: Хм- монтажный ход НУ, мм. Хр- рабочий ход НУ, мм,
Хм= Кну *В (28)
где: Кну -коэффициент типа стыка и НУ
В- ширина ленты, мм.
Для стыка ленты механическими соединителями (крючками, скобами, шарнирами) и винтовых НУ: Кну = 0,3 - 0,5; для вулканизационных стыков лент и всех типов НУ: Кну = 1 - 2. В отдельных случаях для конвейеров большей длины и ответственного назначения в целях ускорения процесса перестыковок ленты без дополнительных вставок отдельных кусков принимают Кну>2.
Хм=0,5*650=325мм.
Величина рабочего хода НУ вычисляется по формуле:
Хр> Kyн*Ks*Eo*L; (29)
где: Кун- коэффициент угла наклона конвейера
при (3 < 10, Кун= 0,85; при (3 > 10 Кун=0,65).
Ео - упругое относительное удлинение принятого типа ленты, принимают по
рекомендациям НИИРПа для резинотканевых лент Ео = 0,0015; L - длина конвейера между центрами концевых барабанов, мм;
Ks= Sh6/SД<1 - коэффициент использования выбранного типа размера ленты по натяжению, характеризуемый отношением максимального расчетного натяжения Sh6 допускаемому натяжению -SД.
Хр>0,65*0,7*0,0015*25=0,017 м. Принимаем Хр=0,03 м.
Х=0,325+0,03=0,355 м.
Усилие, необходимое для перемещения натяжного устройства с барабаном, вычисляется по формуле
Рнт= Кпс * (Si+S2)+Gt * ( sinβ+ Ст * cosβ), (30)
где: Рнт- усилия перемещения НУ, Н;
S1 и S2 - натяжения набегающей на натяжной барабан и сбегающей с него ветвей ленты при установившемся движении, Н;
Кпс= 1,2 - 1,5 - коэффициент повышения натяжения при пуске;
Gt - нагрузка от массы натяжной тележки с барабаном и отрезком ленты, Н; Ст - коэффициент сопротивления движению натяжной тележки; принимают для тележки с катками на подшипниках качения Ст = 0,05; на подшипниках скольжения Ст= 0,1;
β - угол наклона конвейера, град,
РHT=1,5*(838,1+863,2)+3400*(sin18+0,05*cos18)= 3775,9H
2.15 Определение параметров разгрузочного устройства
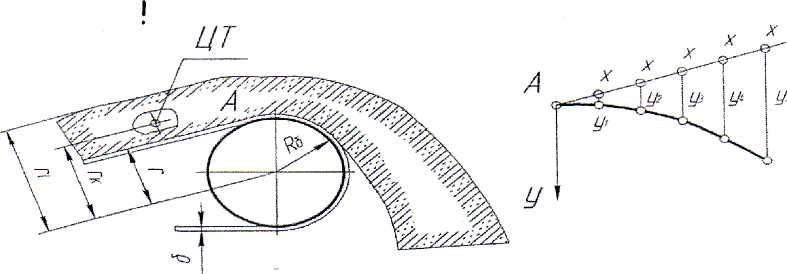
Конвейер может иметь концевую разгрузку с переднего барабана и промежуточную при помощи разгрузочных устройств, расположенных на трассе конвейера. При концевой разгрузке конвейера с переднего барабана частицы транспортируемого груза, отрываясь от разгрузочного барабана, движутся по параболе, очертания которой определяются координатами:
X=Vч*f, (31)
![]() (32)
(32)
где: f- время движения частицы, с;
g =9,81 - ускорение свободного падения тела, м/с;2
Vч- скорость движения частицы груза, м/с.
в точке А отрыва частицы груза от барабана проводится касательная линия к поверхности барабана в качестве оси координаты X. На этой линии откладываются равные отрезки X, соответствующие времени движения, например
f= lc ; от этих отрезков вертикально откладываются отрезки yl,y2,…..уn
соответствующей длины, рассчитанные по формуле (32). Соединение концов отрезков определяет траекторию движения частиц груза.
 Точка
отрыва частиц груза от барабана
определяется отношением между полюсным
расстоянием hn
и радиусом r.
При hn
< r
точка А находится в левом (1-м) квадранте
(Рис. 6,в); при hn
> r
точка А находится в правом (2-м) квадранте
(Рис. 6,в).величина полюсного расстояния
вычисляется по формуле:
Точка
отрыва частиц груза от барабана
определяется отношением между полюсным
расстоянием hn
и радиусом r.
При hn
< r
точка А находится в левом (1-м) квадранте
(Рис. 6,в); при hn
> r
точка А находится в правом (2-м) квадранте
(Рис. 6,в).величина полюсного расстояния
вычисляется по формуле:
![]()
![]() (33)
(33)
где hn -полюсное расстояние, м;
r- радиус поворота наружной стороны ленты на барабане, м;
v- скорость движения ленты конвейера, м/с.
а
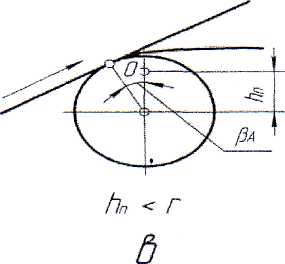
Рисунок 7. Схемы к построению траектории движения груза с разгрузочного барабана.
Согласно формулам (31) и (32):
X |
1,2 |
2,4 |
3,6 |
4,8 |
6 |
Y |
4,90 |
9,81 |
14,70 |
19,62 |
24,50 |
Согласно формулы (33)
![]()
0,17<0,2.
А
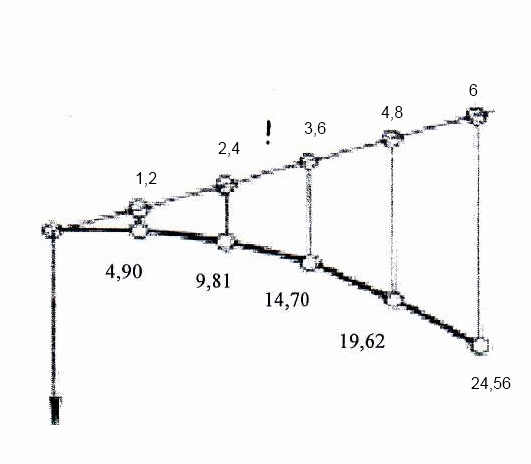
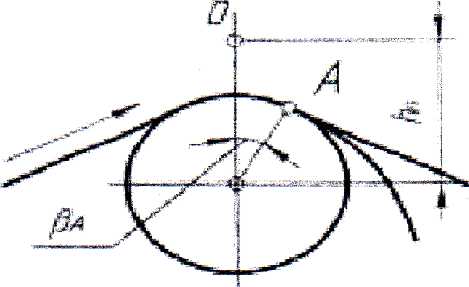
Рисунок 8. Траектория движения груза с разгрузочного барабана:
Стенки разгрузочной воронки, воспринимающие удары падающих частиц груза, должны быть конструктивно защищены от быстрого износа листами износостойкой резины, слоем груза, размещенным в специальных отсеках — карманах, и подобными устройствами.
3. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
3.1. Монтаж машины.
Стационарные конвейеры поступают на место эксплуатации в разобранном виде и их монтируют на легких фундаментах, эстакадах и в галереях. Нормальная работа ленточного конвейера во многом зависит от качества выполнения монтажа. Перекосы, допущенные при монтаже, не дают возможности отрегулировать конвейер и во время эксплуатации его часто останавливают для наладки. Обычно монтаж стационарного конвейера начинают с несущей конструкции, сопровождая работу тщательной выверкой. Выверенную конструкцию временно закрепляют распорками. На выверенной и закрепленной металлической конструкции размечают
отверстия под роликовые опоры. Просверлив отверстия, приступают к монтажу роликовых опор. Однако этому должна предшествовать тщательная проверка роликовых опор. Следует иметь в виду, что осевая игра роликов недопустима. Роликовые опоры собирают в следующем порядке: сначала монтируют нижние ролики и укладывают балки с кронштейнами для верхних опор. После того как ролик будет вставлен в гнездо кронштейна, его проверяют по угольнику и затягивают болты крепления. Взаимное положение роликов выверяют при помощи натянутого шнура. Вертикальное положение роликов регулируют прокладками. Подшипники приводного барабана устанавливают на металлическую конструкцию конвейера и тщательно закрепляют. Барабан выверяют и устанавливают в нормальное положение путем изменения количества прокладок под подшипники. В соответствии с положением вала приводного барабана монтируют узел электродвигатель - редуктор. После выполнения монтажных операций, связанных с установкой приводного барабана и электродвигателя с редуктором, необходимо выполнить обкатку этого узла и устранить замеченные дефекты. Затем переходят к установке натяжной станции. Подшипники натяжной станции закрепляют болтами, не затягивая гаек. В заключение необходимо проверить параллельность винтовых натяжек, а также горизонтальность барабана. Только после этого окончательно затягивают гайки крепления подшипников. Нормально смонтированные приводной и натяжной барабаны легко вращаются от руки. Заключительной работой по монтажу конвейера является установка ленты. Для этого необходимо рулон ленты при помощи вставленной в него оси (отрезка вала или трубы) опереть на козлы или подвесить к балкам эстакады. Рулон устанавливают по оси конвейера впереди, позади или над ним, в зависимости от условий, с таким расчетом, чтобы более толстая резиновая обкладка служила впоследствии рабочей поверхностью. Наружный конец ленты стропят канатом, и рулон ленты раскатывают вдоль машины. Если к моменту раскатки ленты уже проведен монтаж электропитательной сети, приводной барабан конвейера может
использован в качестве шпиля. Для этого на приводной барабан наматывают 3-4 витка каната, натягивают его и, включив привод, подтягивают ленту.
Ленту следует натягивать таким образом, чтобы стык для разделки попадал на верхнюю ветвь конвейера.