

Решение

Экономический
эффект

Если
 тогда применение спец приспособления
выгодно
тогда применение спец приспособления
выгодно
Билет 20.
1.В каких случаях возникает погрешность базирования?Чему равна величина
Ответ:
Погрешность базирования- это предельное поле рассеивания расстояний , между измерительной и установочной ( технологич ) базами , в направлении выдерживаемого размера.
Погрешность базирования возникает только в случае несовпадения технологической и измерительной баз. Зависят от принятой схемы базирования и точность выполнения технологических баз. Она решается в каждом конкретном случае и рассчитывается исходя из анализа геометрической связи.

Так как поверхность 1 – боковая установочная база, является измерительной для поверхности 4 поэтому ЕбА=0;
Опорная поверхность 2 явл-ся установочной , а измерительной для пов-сти 5 служит пов.2
Значит ЕбД=0.Ось фрезы занимает определенное положение , а измерительная база 3 для партии деталей будет изменять своё положение от Сmax до Cmin в пределах Tc, поэтому ЕбN=Tc. ЕбБ=Tе.
2.Как определить устойчивость и стабильность технологического процесса, пользуясь аналогом точечных диаграмм.
Ответ:
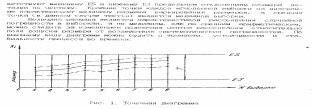
устойчивость

где
 -наибольшее
и наименьшее значение медиан мгновенных
выборок
-наибольшее
и наименьшее значение медиан мгновенных
выборок
Т-допуск по чертежу
стабильность

 -наибольший
и наименьший размах мгновенных выборок.
На графике определяются как наиболее
широкая и узкая часть поля рассеивания
размеров.
-наибольший
и наименьший размах мгновенных выборок.
На графике определяются как наиболее
широкая и узкая часть поля рассеивания
размеров.

3. Предложите схему измерения точности расстояния б от оси отверстия 1 до плоскости а в корпусной детали.
Ответ:

Предварительно настраиваем индикаторы на размер Б+D/2 с помощью концевых мер длины. Снимаем показания обоих индикаторов.

Вi не должно превышать допуск на размер «Б»
4.Назначение и принципы работы г-образных прихватов.
Ответ:
Г-образные поворотные прихваты применяются в автоматических поворотных конструкциях станочных приспособлений на АЛ, приспособлениях спутниках. При подаче рабочей среды в полость цилиндра Г-образные прихваты перемещаясь вертикально (сверху вниз) совершают поворот на угол α фиксируя заготовку. В конце обработки при прекращении подачи рабочей среды Г-образные прихваты чаще всего под действием возвратных пружин перемещаются вверх одновременно поворачиваясь на угол α освобождая заготовку. Г-образные прихваты не являются усилителями.
Сила закрепления:
Рз=Q(1-3fL/H);
где Q-сила на штоке гидроцилиндра,
f=0,1-0,15-к-т трения на опорном торце штока,
L-расстояние
между штоком центром прижимной поверхности
прихвата,
H-величина скользящей поверхности прихвата.
Длина дуги поворота:
S=dвт/360;
Подъем (опускание) прихвата при повороте:
h=S ctg ;
где dвт- внутренний диаметр торца штока,
=900 – угол поворота прихвата,
=30-400 – угол подема винтовой канавки.
5. Рассчитать площадь приёмно-сдаточной секции склада, если величина годового поступления грузов на склад Мг=2000 т.. Время нахождения грузов на площадке tг=2 календарных суток, средняя грузонапряжённость площади секции q=0,3 т/мкВ Коэффициенты неравномерности поступления Кн=1,5, отпуска грузов Кн=1,3 Коэффициент использования площади секции Ки=0,85.
Ответ:

 - коэф. отпуска и приема грузов.
- коэф. отпуска и приема грузов.
D– число дней в году; -
коэф. использования склада;
-
коэф. использования склада;