

4.2.2 Проектирование штампованных поковок
По чертежу детали составляют чертеж поковки. При получении поковки в открытом штампе необходимо правильно выбрать поверхность разъема. Эта плоскость должна быть выбрана так, чтобы поковка свободно вынималась из штампа. С целью лучшего заполнения полости штампа металлом желательно плоскость разъема выбрать так, чтобы полости штампов имели наименьшую глубину.
Чертеж на поковку должен быть выполнен в соответствии с требованиями стандартов ЕСКД и ГОСТ 3.1126-88:
Графический документ на поковку должен быть разработан на основании чертежа детали и выполнен на карте эскизов.
Графический документ на поковку должен быть выполнен в масштабе изображения чертежа детали.
На графическом документе на поковку допускается наносить контур детали, выполняя его тонкой штрихпунктирной линией с двумя точками, при этом допускается не изображать отдельные элементы детали.
Графический документ на поковку должен содержать все данные, необходимые для ее изготовления, контроля и приемки.
На графическом документе на поковку допускается наносить под размерами поковки размеры детали в круглых скобках.
На графическом документе на поковку допускается помещать таблицу для данных, не указанных на изображениях и не установленных в технических требованиях.
В технических требованиях графического документа на поковку в зависимости от способа ее изготовления должны быть указаны требования, установленные в соответствующих стандартах на поковки.
Расположение плоскости разъема формообразующих поверхностей штампа следует изображать тонкой штрихпунктирной линией, обозначенной на концах знаком х- -х.
Пример графического выполнения поковки втулки приведен в приложении Б.
Назначение основных припусков, допусков и допускаемых отклонений осуществляется с учетом исходного индекса, который учитывает массу, марку стали, степень сложности и класс точности поковки. Данные для определения исходного индекса приведены в приложении А.
Штамповочные уклоны служат для облегчения заполнения полости штампа металлом и обеспечения более легкого удаления поковки из штампа. Штамповочные уклоны назначаются сверх припуска, они увеличивают отход металла при механической обработке и утяжеляют поковку. При изготовлении поковок из стали штамповочные уклоны составляют 3-100.
Радиусы закругления в местах пересечения поверхностей поковки необходимы для лучшего заполнения штампа и предохраняют его от преждевременного износа и поломок. Наружные радиусы закругления составляют обычно 1 - 6 мм, внутренние 4 – 20 мм.
4.2.3 Штамповка на горизонтально-ковочных машинах (гкм)
Наиболее широко ГКМ применяются в крупносерийном и массовом производстве для штамповки деталей, имеющих преимущественно форму тел вращения, усложненных боковыми отростками, поднутрениями, сквозными отверстиями и т.п. На ГКМ можно штамповать поковки массой от 0,1 до 100 кг.
Основное отличие штампов ГКМ от молотовых и прессовых – это наличие у них двух взаимно перпендикулярных плоскостей разъема:
Между пуансоном и матрицами;
Между неподвижной и подвижной матрицами.
ГКМ имеют следующие основные преимущества:
1 Высокая производительность, достигающая (при изготовлении мелких и средних поковок) 400-900 поковок в час.
2 Высокое качество получаемых поковок.
3 Экономное расходование металла, так как на ГКМ обычно штампуют без облоя.
4 Высокая точность и чистота поверхности получаемых поковок.
5 Наличие двух взаимно перпендикулярных плоскостей разъема штампов обеспечивает получение таких форм поковок, которые невозможно получить при штамповке на другом штамповочном оборудовании с одной плоскостью разъема, например поковки со сквозным отверстием, с глубокой глухой полостью, со стержнем и прошитым утолщением и др.
Штамп ГКМ состоит из трех частей: неподвижной и подвижной матриц и подвижного пуансона. Основными операциями при штамповке на ГКМ являются высадка (осадка или утолщение частей прутка), прошивка и просечка. Кроме этих операций, ГКМ выполняет также пережим, отрезку, гибку, расплющивание, выдавливание и обрезку облоя.
В зависимости от сложности конфигурации все поковки, изготовляемые на ГКМ, можно разделить на 6 групп (рисунок 7).
Схема процесса штамповки на ГКМ дана на рисунке 8. Штамповка производится обычно методом высадки конца нагретого прутка 4, часть которого зажата между неподвижной 3 и подвижной 5 матрицами, или же из мерной заготовки, удерживаемой клещами с задним упором в корпус матрицы. Высаживаемая часть заготовки длиной не более 2,5-3 диаметров прутка (при свободной осадке в одном ручье) устанавливается по упору 2 и при штамповке заполняет рабочие полости пуансона 1 и матриц 3 и 5.
Если объем штампуемой головки поковки превышает 2,5-3 диаметра прутка, то штамповку производят в нескольких ручьях многоручьевого штампа, постепенно набирая металл, причем полость матрицы или пуансона на первых переходах не должна превышать по диаметру 1,25-1,5 диаметров исходного прутка. В противном случае возможен продольный изгиб заготовки, приводящий к зажимам металла и браку поковок.
ГКМ выпускаются с номинальным усилием от 103 до 31,5103 кН для штамповки поковок из прутков диаметром от 12,5 до 250 мм.
Усилие Р штамповки на ГКМ находят по формуле
![]() ,
,
где с – коэффициент, зависящий от конфигурации поковки (для приближенных расчетов его принимают равным 5);
F – площадь проекции поковки на плоскость, перпендикулярную к направлению деформирующего усилия;
![]() –предел
прочности металла при температуре
штамповки.
–предел
прочности металла при температуре
штамповки.
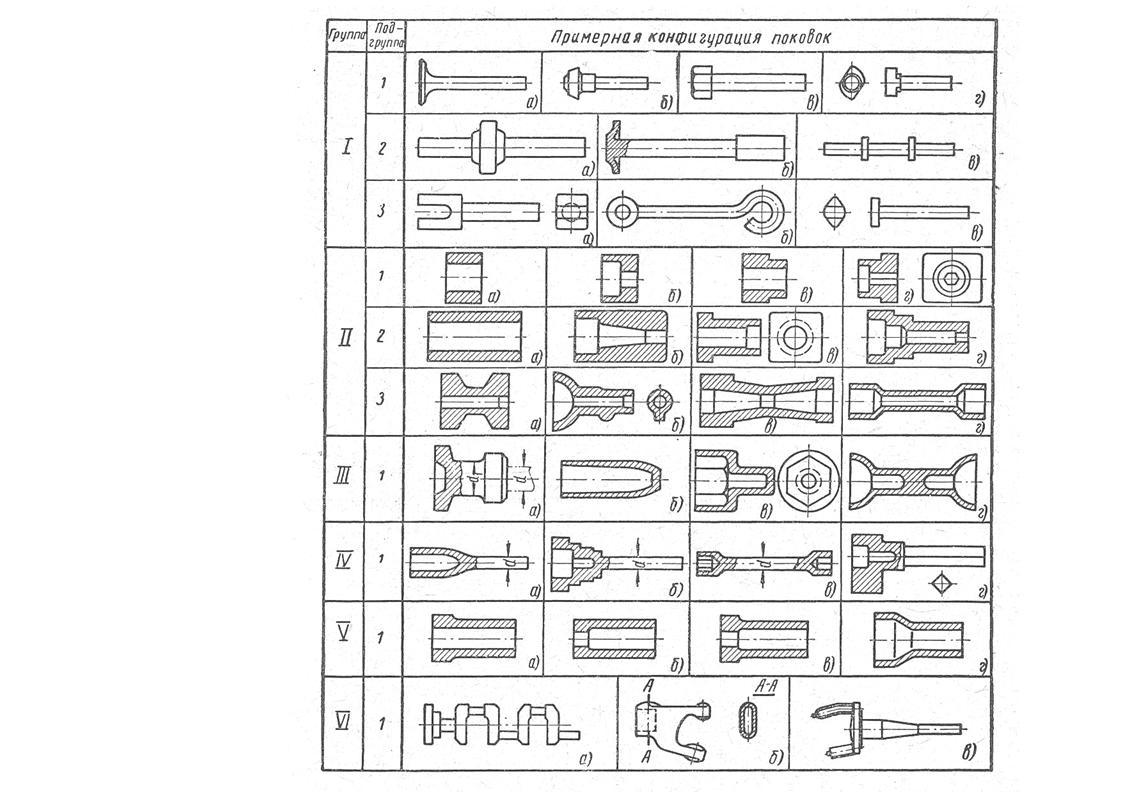

Рисунок 7 – Классификация поковок, получаемых на ГКМ




Рисунок 8 – Схема процесса штамповки на ГКМ:
1 – пуансон; 2 – упор; 3 – неподвижная матрица; 4 – нагретый пруток;
5 – подвижная матрица.
I – установка прутка по упору; II, III – начало и конец штамповки;
IV – удаление готовой поковки.