

1.14. Методика анализа точности механической обработки методом кривых распределения.
Основой метода является построение кривых распределения случайных значений геометрических размеров.
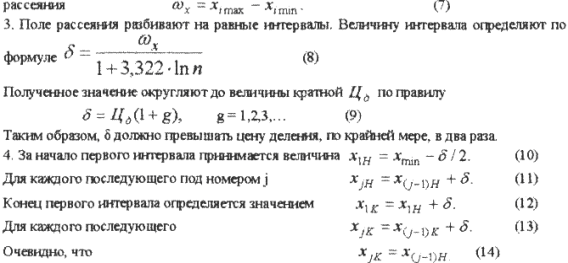
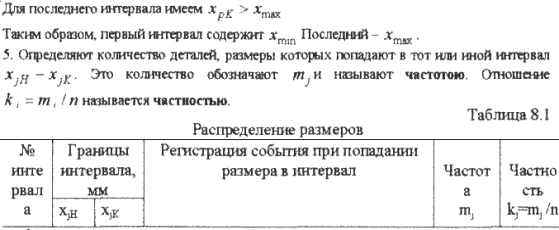
Методика построения эмпирической кривой распределения
Рассмотрим
эту методику. Пусть имеется партия из
п
деталей.
Величину п
будем
называть объемом
выборки.
Допустим
размеры деталей в этой партии являются
случайными величинами. Эмпирическая
кривая распределения отражает закон
размеров в пределах поля их рассеяния.
Эта кривая строится в следующей
последовательности: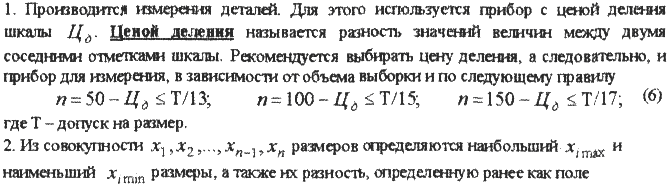
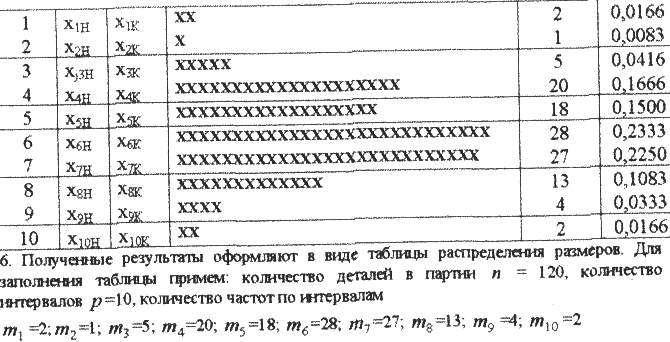
Графическая интерпретация полученных результатов позволяет сделать вывод, что размеры группируются около некоторой центральной величины (центра группирования), причем, чем больше отличие между этой величиной и фактическим размером, тем меньше частота регистрации этого размера. Эта центральная величина называется средним арифметическим значением случайной величины и определяется по следующей формуле
Очевидно, что х}- - значение размера в середине j - го интервала. Другой характеристикой кривой распределения случайных величин, является среднее квадратическое отклонение случайной величины от среднего арифметического значения, которое определяется по формуле
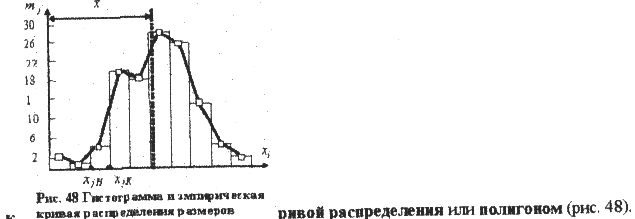
Если постепенно увеличивать размер партии, то ломаная линия будет приближаться к холмообразной кривой, аналогичной той, которая представлена на рис.49. Тогда частота mj и частность kj на каждом интервале будут стремиться к своим теоретическим значениям m'j и k'j на данном интервале.
Возможность и область применения метода
Качество и точность размеров зависят от большого числа технологических факторов, влияющих в различной степени на точность обработки. Зависимости эти носят вероятностный характер. Такие методы (вероятностно-статические) используют для оценки точности технологических процессов, определения уровня настройки станков, оценки стабильности ожидаемой доли брака, установления зависимости между точностными характеристиками смежных операций и др.
План.
1. Составляем таблицу для вычисления среднего арифметического х и стандартного отклонения ох.
2. Вычисляем х и ох.
3. Вычисляем границы и величину поля рассеивания для нормальной модели.
4. Оцениваем точность.
5. Схему расположения поля рассеяния относительно допуска (см. задачу 25).
Определение поля рассеяния, коэффициента относительной асимметрии и относительного рассеяния погрешности обработки.

После рассеяния размеров, х – интервал:

mx – Δ1 ≤ x ≤ mx + Δ2 значений х при котором вероятность Р появления детали с размером х, меньшим, чем mx – Δ1 или большим, чем mx + Δ2 практически пренебрежимо мал, т.е. Р(х < mx – Δ1) = Р(х > mx + Δ2) = q/2(*1) где:
Δ1, Δ2 – расстояние от нижней и верхней границ рассеяния до среднего значения mx;
q – вероятность выхода размеров за границы поля рас-сеяния (q=0,0027), вводя в (*1) для дифференциального f(х) или интегрального F(х)

F(mx – Δ1)=1- F(mx + Δ2)=q/2
Δ = (Δ1 + Δ2)/2 (*3) – для симметрических законов распределения
Δ1=Δ2=Δ – для случайной величины значения не ограничены ни слева, ни справа, если известен интегральный закон F(z) случайная величина
z = (х – mx)/σх
mx=0 и σх=1, где:
mx – среднее квадратичное отклонение тех же величин.
С учетом нормированного закона F(z1)=q/2,
F(z2)=1-q/2 (4*), где:
z1 и z2 – нижний и верхний …., отвечают уровням вероятности q/2 и 1-q/2;
z1= Δ1/σх; 1= z1= Δ1*σх; (*5)
z2= Δ2/σх; 1= z1= Δ1*σх; (*6)
на основании (*3), с учетом (*6)
2Δ= (z2 - z1) *σх (*7)
Коэффициент относительного рассеяния
К=36х/Δ=6σх/(Δ1+Δ2) (*8)
Для закона Гаусса К=1
Для одномодальных распределение К<1 (островершин.)
Для одномодальных распределение К>1 (плосковершин.)
К=6/( z2 - z1)(после подстановки в (*6) и (*7) в (*8))
Коэффициент относительной асимметрии
Характеризуется несимметричностью распределения отклонений случайной величины относительно ΔО
α=(mx –Δ0)/Δ (*9)
Δ0= mx+(Δ2 – Δ1)/2 → α=(Δ1– Δ2)/2Δ=
=(Δ1– Δ2)/(Δ1+Δ2) (*10)
для симметричных распределений α=0;
для одномодальных распределений Δ2>Δ1 α<0;
для одномодальных распределений Δ2<Δ1 α>0;
Подставляем (*6) и(*7) в (*10) α=z1+z2/z1-z2, 2Δ, К, α для закона распределения случайной х границы поля рассеяния а и в, а=mx–Δ1, в=mx+Δ2, широта распределения L=21 (вместо поля рассеяния), 1-параметр закона распределения
К=6σх/в-а=3σх/1; α=mx-а-в/1
Зависимость вероятного брака от точности и построения технологических процессов Е
Точность определяется полем допуска согласно чертежу. Поле допуска определяется интервалом х от х0-δ до х0+δ, где:
х0 – координата середины поля допуска;
δ – половина поля допуска