

7.2. Основные факторы, обеспечивающие достижение высокой эффективности применения агрегатных станков и автоматических линий.
АС предназначены для высокопроизвод-й, многоинструм-й обраб-ки деталей. На них выполняются: сверление, зенкерование, развертывание, точение, цекование, растачивание отверстий, нарезание или накатывание резьб. АС обеспеч-ют обр-ку отверстий по 8-9 кв., обтачивание по 11-12 кв., резьбонарезание с полем допуска 6L/6H.
Возможности АС обусловлены их компоновкой, предусматривающей размещение силовых головок с индив-ым шпинделем или многоинструм-ми наладками, вокруг стационарного или вращающегося стола с приспособ-и для закреп-я заг-к. Высокая произ-ть достигается благодаря многоинстр-ной обр-ке, одновр-му (//) выполнению неск-их переходов. Агр. станки создаются на базе стандартных (униф-х) узлов: станин, стоек, кронштейна, силовых головок и столов. Силовые головки обесп-ют вращение, ускоренный подвод , рабочую подачу и уск-ый отвод инстр-та.
Линия автоматическая (ЛА) — совокупность технологического оборудования, установленного в последовательности технологического процесса обработки, соединенного автоматическим транспортом и оснащенного автоматическими загрузочно-разгрузочными устройствами и общей системой управления или несколькими взаимосвязанными системами управления.
Основные факторы:
1) Оптимизация тех. процессов, которая обеспечивается широкой номенклатурой агрегатных головок.
2) Высокая производительность обеспечивается высокой концентрацией операций (например, обработка блока двигателя автомобиля).
3) Высокая надежность, т.к. агрегатные головки отличаются отработанной конструкцией и технологией.
4) Возможность многократного использования агрегатных элементов.
5) Простое решение транспортных элементов (транспорт идет прямолинейно через рабочие позиции).
6) Сокращенные сроки ввода в эксплуатацию.
7.3. Понятие о системах активного контроля, адаптивного управления. Основные условия их эффективного использования.
На станках, работающих в системе ГПС, все эти функции выполняются автоматически, т.к. ГПС оснащены комплексом аппаратных и программных средств, являющихся элементами системы автоматического контроля (САК). При наличии САК уменьшаются простои оборудования и создаются предпосылки для многостаночного обслуживания и работы в третью смену. Но оснащение САК станков, работающих автономно (не в составе ГПС), экономически не выгодно. В этом случае, используя высокие точностные характеристики станков, измеряют детали непосредственно на станке.
Технические устройства контроля размеров деталей разнообразны. Для измерения используют специальные стационарные и переносные приспособления с механическими, оптическими, электрическими и др. датчиками. САК предназначены для замера заготовки в процессе обработки. Обычно они имеют обратную связь с системой ЧПУ станка и в случае отклонения положения инструментов подают сигнал на его корректировку.
Необходимость создания металлорежущих станков с адаптивным управлением, эффективных в условиях единичного и мелкосерийного производства, ставит задачу изыскания способов построения гибких технологических циклов обработки деталей на основе принципов адаптивного управления.
На станках-п/автоматах, работающих в крупносерийном и массовом производстве, жесткий автоматический цикл обработки обеспечивается средствами путевой автоматики. В цикле работы заранее предусматривается число проходов, траектория относительного перемещения инструмента, моменты переключения скоростей и подач. Построение гибких технологических циклов на основе адаптивного управления процессом преследует цель осуществления самонастраивания размерных связей тех. системы непосредственно на этапе обработки детали. адаптивное управление циклом предусматривает:
1) Автоматическое определение момента контакта инструмента с деталью, что обеспечивает необходимые переключения режимов обработки;
2) Определение нужного момента ввода или вывода инструмента;
3) Определение требуемого направления относительного перемещения инструмента и запоминание координат точек вывода и входа;
4)Автоматическое формирование оптимальной траектории относительного перемещения режущего инструмента, что обеспечивает автоматическое распределение припуска по рабочим ходам.
Для обработки деталей на станках с использованием адаптивных систем, обеспечивающих самопрограммирование цикла, нет необходимости разработки и реализации полной программы цикла, как это требуется на обычных автоматах или станках с ЧПУ. Использование адаптивного управления позволяет создавать системы, обеспечивающие автоматическое распределение припуска без предварительного задания фиксированного значения глубины резания на каждый проход.
Три вида адаптивных систем управления (СУ) и станках ЧПУ:
1-адаптивные СУ:
2-самоорганизующиеся СУ.
3-самообучающиеся СУ:
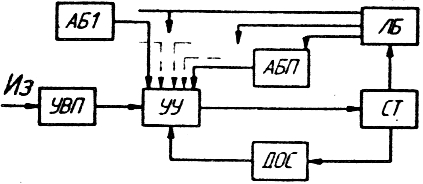
Адаптивные СУ Заданное перемещение (Из)
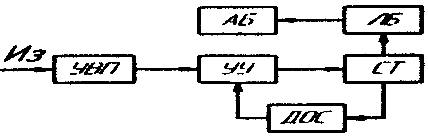
через устройство ввода программы (УВП) и через устройство управления (УУ) попадает на приводы подачи станка (СТ). Реальное перемещениеc контролируется датчиками станка ДОС). Информация о датчиках контроля параметров режима резания попадает в логический блок (ЛБ). который сравнивает с заданными установками. Адаптационный блок АБ) по результатам сравнения параметров вырабатывает стратегию управления и передаст с в устройство управления (УУ). с целью оптимизации процесса обработки. Адаптивные СУ решают частные задачи повышения эффективности обработки.
Адаптивное предельное управление.
I. Системы стабилизации - для поддержания на определенном уровне силы •резания и т.д. Позволяет повысить качество обработки, точность, сократить время резания, повысить стойкость инструмента. .
2. Следящие системы - используются для правления положением детали или инструмента, а также для компенсации упругих деформаций. способствуют повышению точности изготовления детали. .
3 Системы программного регулирования замкнутые по процессу резания, в них используется прямо пропорциональная зависимость от системы координат. применяются для повышения стойкости инструмента изменением скорости резания и подачи или для поддержания независимой скорости резания
Система адаптивного предельного регулирования с двумя стабилизирующими контурами. БК- блок контроля t". 3- датчик
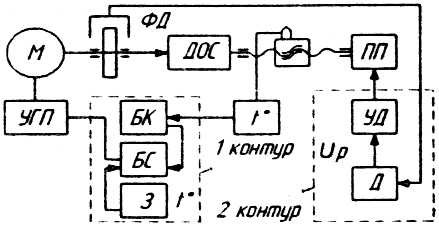
предельного значении t*. ЕС- блок сравнения t, УГП- управление главным приводом, Д- дешифратор, УД- управляющий делитель, ПП- привод подачи. ДОС- датчик обратной связи. ФД- фотодатчик, 1-ый контур no t" позволяет поддерживать максимальную стойкость инструмента: 2-ой контур по Vрез позволяет охранить неизменность подачи за один оборот при изменяющейся скорости главного движения. Достоинства: увеличение стойкости инструмента. повышение производительности с охранением постоянной чистоты обрабатываемой поверхности.
Адаптивное оптимальное регулирование. хар-ся качеством обработки Критерий адаптации -это количественная характеристика процеcca работы системы управления, которая изменяется в зависимости от внешних н внутренних факторов. F(x 1 ,х2...у1,у2...) х -внутренние факторы, у - внешние. Система работает хорошо. если F принимает экстремальные значения
Можно выделить:
I). Аналитические системы -правление, которое может быть решено аналитическим методами.
2). Поисковые истины - идет перебор значений для каждого х и у в определенных диапазонах с целью отыскать максимальное значение F.
3). Статические методы регулирования - перебор
идет с использованием статических законов. Самоорганизующиеся СУ. Структура дискретна, или плавно изменяется так чтобы в изменяющихся внешних условиях функция выполнялась наилучшим образом. Меняются 1 связи между элементами системы управления, j Эти системы способны воспринимать и классифицировать информацию из внешней среды, разрабатывать программы переработки этой информации, оценивать эффективности этих программ, запоминать оптимальные значения программы управления, для дальнейшей использования в аналогичных ситуациях. Перестраивать структуру управления в процессе эксплуатации.
Самообучающиеся СУ. Наладка станка

происходит по характеристике работы системы. Программа работы системы управления определяется микро-ЭВМ, которая обрабатывает поступающую информацию, вырабатывает алгоритм системы работы, с целью достижения оптимального функционирования системы. Эта система подтверждает эффект обработки детали в тех или иных условиях в отличие от предыдущей системы.