

2.6. Методы получения заготовок для ступенчатых валов, материалы, базирование, структура технологического процесса
Валы предназначены для передачи крутящего момента и монтажа на них различных деталей. Конструктивно валы подразделяются на гладкие, ступенчатые, фланцевые и валы-шестерни. Одной из основных характеристик валов является жесткость. Как геометрические объекты валы представляют собой сочетание цилиндрических, конических, резьбовых, зубчатых, шлицевых, шпоночных поверхностей. При переходе от одной ступени к другой предусматриваются канавки или галтели.
Сопрягаемые цилиндрические (посадочные) поверхности валов выполняют по 6 - 8 квалитетам с шероховатостью поверхности 0,63 - 2,5 мкм. Отклонения формы и расположения поверхностей имеют следующие допуски: радиальное биение посадочных поверхностей относительно базовых осей в пределах 10-30 мкм; торцевое биение - 001 мм; отклонение от параллельности шпоночных канавок и шлицев относительно оси вала- 0,1мм/мм; отклонение от прямолинейности оси вала в пределах 0,03 - 0,05 мм/м.
Валы изготавливают из углеродистых и легированных сталей: 45, 40Х, 45ХНМ, 38Х2МЮА и пр. В зависимости от назначения вала подвергают различным видам термической и химико-термической обработки: нормализации, улучшению, закалке, цементации, азотированию и пр.
Основные принципы базирования заготовок Базами при обработке валов являются центровые отверстия и посадочные поверхности. Для исключения погрешности базирования ступеней вала по длине используют плавающий передний центр. B этом случае базой является торец заготовки, опорой которого служит поводковый патрон.
1 При высоких требованиях к точности обработки необходимо выбирать такую схему базирования которая обеспечивает наименьшую погрешность установки
Для повышения точности детали и собранных узлов необходимо применять принцип совмещения баз — совмещать технологическую, измерительную и сборочную базы
Целесообразно соблюдать принцип постоянства базы. При перемене баз входе технологического процесса точность обработки снижается из-за погрешности взаимного расположения новых и применявшихся ранее технологических баз
Для установки заготовок на первой операции технологического процесса используют черные (необработанные) поверхности применяемые в качестве технологических баз. Эти поверхности используют о многократно при первой установке, так как повторная установка на необработанную поверхность может привести к значительным погрешностям во взаимном расположении обработанных при этих установках поверхностей Для заготовок, полученных точным литьем и штамповкой, это правило не является обязательным
Выбранная черная база должна обеспечивать равномерное распределение припуска при дальнейшем обработке и наиболее точное взаимное расположение обработанных и необработанных поверхностей деталей
На первых операциях технологического процесса обрабатывают базы (обычно это основные плоские поверхности, отверстия детали) В тех случаях, когда поверхности детали не удовлетворяют требованиям, предъявляемым к базам, и по своим размерам, формам и типу расположению не могут обеспечить устойчивой установки, на детали создают искусственные базы (центровые отверстия, платики, выточки или отверстия)
Обработка заготовок штампованных после штамповки
Штамповку на гидропрессах в закрытых штампах с неразъемной матрицей наиболее часто используют для изготовления точных, бес штамповых уклонов заготовок из алюминиевых и магниевых сплавов. Штампы в этом случае нагревают Штамповку с разъемной матрицей применяют для изготовления мелких, средних и крупных поковок из черных и цветных металлов и сплавов Разъем матриц — вертикальный, иногда — горизонтальный
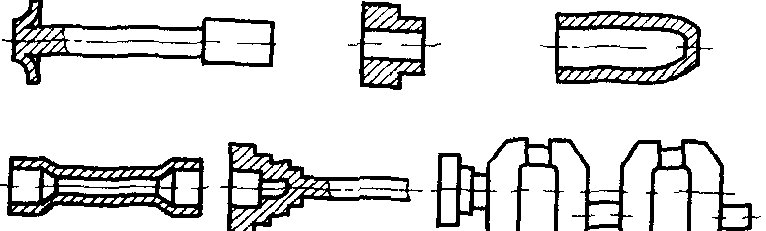
Рис. 24. Типы поковок, получаемых на ГКМ
Штамповку на горизонтально-ковочных машинах (ГКМ) выполняют в штампах с двумя плоскостями разъема: одна — перпендикулярна оси заготовки между матрицей и пуансоном, вторая — вдоль оси, разделяет матрицу на неподвижную и подвижную половины, обеспечивающие зажим штампуемой заготовки. уклон в участках зажатия на поковках не требуется.
Высокоскоростная штамповка позволяет изготовлять заготовки сложных форм с тонкими стенками и ребрами и малыми радиусами закругления, уменьшать припуски на последующую механическую обработку, получать заготовки с высокими механическими свойствами, максимально приближенные к форме и размерам готовой детали
От окалины штампованные заготовки очищают травлением, галтовкой и дробеметной очисткой Для заготовок из сталей применяют раствор соляной кислоты, для алюминиевых сплавов — раствор щелочи. После травления стальные штампованные заготовки промывают в растворе щелочи и в воде, заготовки из алюминиевых сплавов — в растворе азотной кислоты и в воде. Галтовку применяют для очистки мелких и средних по массе поковок простой формы. Дробеметную очистку используют для мелких и средних заготовок сложной формы Качество поверхности при этом хорошее, но возможно закрытие трещин, которые затем трудно обнаружить.
Калибровку штампованных заготовок выполняю для повышения точности размеров, улучшения качества поверхности отдельных участков или всей заготовки и снижения колебания массы поковок. Применяют плоскостную и объемную калибровку, обеспечивая точность 8—12-го квалигета и параметр шероховатости поверхности Ra = 2,5 4- 0,32 мкм
Правка проката диаметром свыше 50 мм осуществляется на прессах пластическим знакопеременным изгибом. Прутки меньшего диаметра правят на роликовых машинах с продольной подачей проката без его вращения или с винтовой подачей проката. В последнем случае правка производится роликами глобоидальной формы, которые расположены под углом к оси проката. При вращении роликов заготовка получает поступательное и вращательное (винтовое) движение.
Обдирка проката (грубое точение) производится с целью удаления дефектного слоя. Обдирка производится на бесцентрово-токарных станках.
Токарная обработка
В мелкосерийном производстве токарную обработку осуществляют на универсальных токарно-винторезных станках. При черновом точении один конец вала закрепляют в кулачковом патроне, который установлен на планшайбе шпинделя станка. Опорой другого конца вала является вращающийся задний центр, установленный в пиноль задней бабки.
При чистовом точении валы обрабатывают в центрах. Для передачи крутящего момента левый конец вала закрепляют в поводковом патроне. При обработке нежестких валов применяются люнеты, которые являются дополнительной опорой. Люнеты бывают неподвижными или подвижными (рис. 2.43).
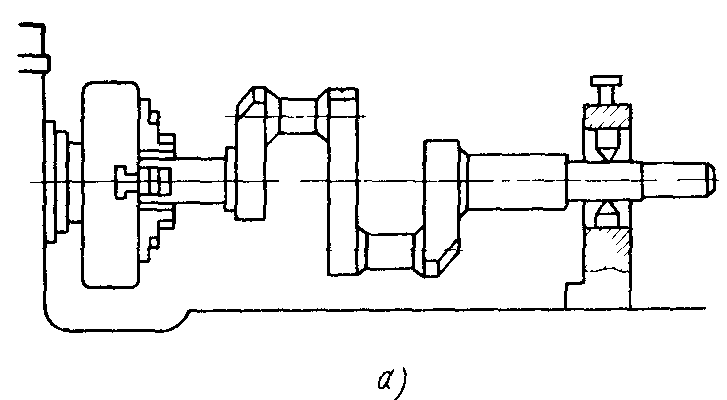
Рис. 2. Схемы установки заготовок в патроне и на неподвижном люнете
![]()
Рис. 3. Схема установки заготовок на центрах с использованием подвижною люнета
Установку в патроне и на неподвижном люнете используют для обработки отверстия и торца заготовки, а также участка заготовки, расположенного между люнетом и патроном.
При обработке тяжелых заготовок применяют люнеты открытою типа, в других случаях — закрытого типа Под люнеты протачивают специальные пояски В некоторых случаях валы диаметром 30 — 200 мм можно устанавливать без обработки поясков с помощью регулируемых муфт. Установку заготовок проводят с выверкой положения в горизонтальной и вертикальной плоскостях и биения с точностью 0,03 — 0,05 мм. Без выверки устанавливают заготовки в специальных патронах (рис. 2, в)
Установку на центрах с использованием подвижного люнета используют при обработке нежестких заготовок (рис. 3). К установочной поверхности под люнет предъявляют высокие требования по суммарным отклонениям и допускам формы и расположения поверхностей. Подвижный люнет устанавливается на продольном суппорте и перемещается в процессе обработки вместе с суппортом. Подвижным люнетом создается дополнительная опора, всегда расположенная напротив резца. Поэтому деформации вала под действием силы резания меньше, чем при использовании неподвижного люнета.
В серийном производстве для токарной обработки применяются станки с ЧПУ моделей 16К20ФЗ, 1П717ФЗ, 1751Ф3 и др., работающих по полуавтоматическому циклу. Станки оснащаются 6- и 8-позиционными инструментальными головками с горизонтальной осью
Головка устанавливается на суппорте станка. Установка резцов, закрепленных в головке в рабочую позицию, производится за счет поворота головки. Токарные станки с ЧПУ применяются для обработки валов со сложным ступенчатым и криволинейным профилем, включая нарезание резьбы.
В крупносерийном производстве для обработки валов применяются токарные многорезцовые полуавтоматы, токарные многорезцовые копировальные полуавтоматы (ТМКП) моделей 1708, 1Н713, 1719 и токарные гидрокопировальные полуавтоматы (ТГКП) моделей 1712, 1722. ТМП и ТМКП обычно выполняются одношпиндельными с горизонтальной компоновкой. Однако имеются вертикальные одно- и двухшпиндельные, а также одно и двухшпиндельные фронтальные полуавтоматы. В последнем случае резцы закрепляются вертикально в суппортах, которые установлены друг над другом. Копировальное устройство в ТМКП может быть гидравлическим или кулачковым..
При большом количестве резцов возникают деформации системы ДИПС. Поэтому точность обработки на этих станках невелика и достигает 10 - 11 квалитета.
Обработка фрезерованием
Контурное фрезерование коленчатых валов проводят на станках двух типов: при стационарном положении вала или при его вращении вокруг оси коренных подшипников. Фрезерование осуществляют методом наружного или внутреннего касания, т. е. дисковыми или кольцевыми фрезами с СМП. Дисковые фрезы центрируют на станке по отверстию, а кольцевые — по наружному диаметру инструмента.
В процессе фрезерования шатунных шеек вращающегося вала инструмент (дисковая или кольцевая фреза) совершает возвратно-поступательное движение, управляемое копиром или по заданной программе, обеспечивая контакт с обрабатываемой поверхностью в соответствии с положением шейки в пространстве.
При обработке неподвижно закрепленного вала методом внутреннего касания диаметр кольцевой фрезы, совершающей планетарное вращение, меньше диаметра дисковой фрезы; условия работы привода передачи лучше и расходы на инструмент примерно на 30% ниже. Обработку, как правило, осуществляют двумя фрезерными роторами, что позволяет одновременно фрезеровать по две пары коренных шеек, попарно фрезеровать шатунные шейки или по одной шатунной и коренной шейке. Параметр шероховатости поверхности Ra = 5 -т- 8 мкм.
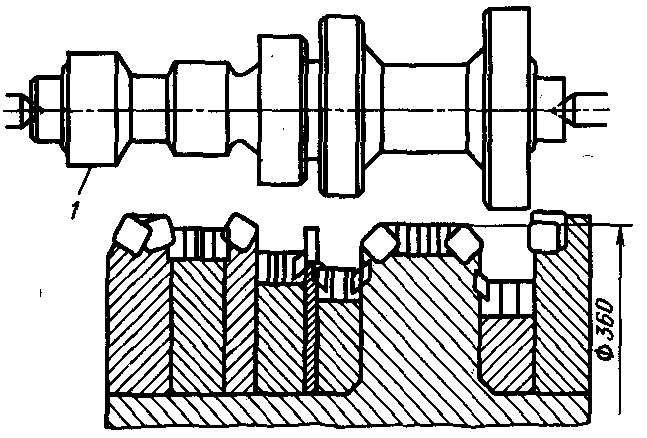
Рис. 188. Схема контурного фрезерования ступенчатой детали набором фрез фирмы Хейнляйнизитц-ман (ФРГ); / — самоцентрирующий патрон
Внутренний диаметр фрезы при совпадении ее оси с осью центров станка (нейтральное положение) должен обеспечить возможность беспрепятственного прохода сквозь него коленчатого вала с патронами на передней и задней бабках, выгрузку, загрузку, а также перемещение роторов в процессе обработки.
Винтовые поверхности фрезеруют дисковыми, концевыми червячными фрезами. Условно винтовые поверхности можно разделить на несопрягаемые (канавки режущих инструментов, копиры и г п.) и сопрягаемые (резьбы, винтовые шестерни и др.).
Производящая поверхность инструмента должна быть рассчитана исходя из заданных параметров винтовых канавок, особенно при больших углах подъема винтовой линии. Винтовые поверхности фрезеруют при одновременном относительном вращательно-поступательном движении заготовки и инструмента. При фрезеровании винтовых канавок заготовку закрепляют в делительной головке, включенной в кинематическую цепь станка, настроенного на заданный угол и шаг винтовой линии. При фрезеровании винтовых канавок на конической поверхности заготовку устанавливают под углом, близким к половине угла конуса Настроив станок на осредненный шаг винтовой линии, угол поворота незакрепленного стола корректируют копиром-угольником в процессе продольного движения.
На
фрезерных станках с ЧПУ фрезеруют
винтовые канавки на конической поверхности
заготовки, повернутой в горизонтальной
плоскости на угол винтовой линии![]() ,
но без наклона оси в вертикальной
плоскости. При этом переменный шаг
винтовых канавок и их глубину корректируют
по программе.
,
но без наклона оси в вертикальной
плоскости. При этом переменный шаг
винтовых канавок и их глубину корректируют
по программе.
Резьбы крупного шага и большой длины фрезеруют монолитными или сборными дисковыми резьбовыми фрезами при непрерывном вращении и осевом перемещении заготовки. Требуемой глубины резьбы достигают установкой соответствующего межцентрового расстояния за пределами детали.
Производительность
фрезерования резьбы гребенчатыми
фрезами ниже производительности
нарезания резьбы головками и метчиками,
а тем более накатывания. Фрезеруют
резьбы: крупных деталей, закрепление
которых на других станках невозможно;
пересеченных шпоночными пазами или
лысками; тонкостенных деталей; с
ограниченным сбегом. Резьбофрезерование
обеспечивает поле допуска![]() и
параметр шероховатости
и
параметр шероховатости![]() =
5 -=- 2,5 мкм Гребенчатой фрезой определенного
шаг и длины можно фрезеровать все
наружные резьбы данного шага независимо
от их диаметра. Эффективность
резьбофрезерования возрастает с
применением фрез, армированных твердым
сплавом, и сборных фрез внутреннего
касания, например, с дисковыми гребенками.
Для последних требуются специальные
резьбофрезерные станки.
=
5 -=- 2,5 мкм Гребенчатой фрезой определенного
шаг и длины можно фрезеровать все
наружные резьбы данного шага независимо
от их диаметра. Эффективность
резьбофрезерования возрастает с
применением фрез, армированных твердым
сплавом, и сборных фрез внутреннего
касания, например, с дисковыми гребенками.
Для последних требуются специальные
резьбофрезерные станки.
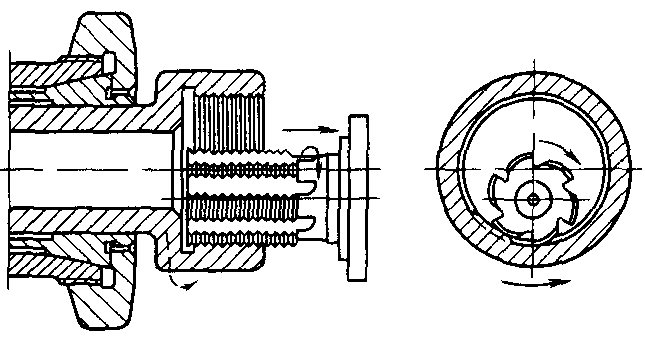
Рис. 191. Схема фрезерования внутренней резьбы гребенчатой фрезой
Интенсификация фрезерной обработки. Оснащение фрезерных станков специальными линейками с визирами и устройством цифровой индикации повышает точность выполнения фрезерных операций по трем координатам до сотых долей миллиметра, значительно упрощает обслуживание станка и повышает производительность труда.
Токарная обработка валов малого размера (валиков) на револьверных станках и автоматах (полуавтоматах)
Валы малого размера изготавливаются из прутков. Револьверные станки и автоматы предназначены для многоинструментальной обработки. Наладка станков включает большое количество режущих инструментов настроенных на размер, что позволяет вести обработку деталей сложной формы и совмещать переходы при обработке. Это исключает затраты времени на установку и настройку режущего инструмента при обработке различных поверхностей. Таким образом, станок настраивается один раз для обработки детали в целом.