

1.3. Факторы, влияющие на технологический процесс, исходные данные для проектирования, порядок проектирования технологических процессов механической обработки.
Исходные данные или исходную информацию для проектирования технологических процессов подразделяют на базовую, руководящую и справочную.
Базовая информация включает комплект рабочей документации на изделие и программу его выпуска. Программой выпуска продукции по ГОСТ 14.004 – 83 называется установленный для данного предприятия перечень изготовляемых изделий с указанием объема выпуска по каждому наименованию на планируемый период времени.
Руководящая и справочная информация включает документацию на действующие технологические процессы, стандарты и паспортные данные на оборудование, оснастку, инструмент, методическую и справочную документацию по расчетам припусков, режимов резания, норм времени на механическую обработку, требования по технике безопасности и т.д. Иными словами исходными данными для проектирования технологического процесса механической обработки являются: чертеж детали, технические условия к нему, объем выпуска, сроки изготовления в заданном объеме, условия действующего и вновь создаваемого производства, а также весь набор технических и технологических средств доступных проектировщику.
Порядок разработки технологических процессов механической обработки:
1. Определение типа производства и метода его работы. 2. Анализ технологичности конструкции.
3. Выбор метода получения заготовки.4.Разработка технологического маршрута обработки. 5. Выбор технологических баз. 6. Разработка операционной технологии с выбором оборудования, инструмента и приспособлений.7. Расчет припусков и размеров заготовки на всех технологических переходах. 8. Расчет режимов резания. 9.Техническое нормирование технологического процесса.
10.Оформление технологической документации.
Факторы, влияющие на технологический процесс.
Разработка технологического процесса связана с учетом разнообразных факторов, основными из которых являются:
- размер производственной программы; - тип и методы работы производства; - технологичность конструкции изделия; - выбор баз при механической обработке; - точность формы и размеров изделия; - требования к шероховатости поверхности; - материал изделия и его свойства; способ получения заготовки; - припуски на механическую обработку;
- технологическое оснащение производства (оборудование, оснастка, инструмент, расходные материалы); - производственные затраты.
1.4.Технологичность конструкции изделия, примеры анализа технологичности конструкции для изделий некоторых типов (корпусные детали, валы и оси, втулки).
Технологичностью конструкции изделия по ГОСТ 14.205 – 83 называется совокупность свойств конструкции изделия, определяющих ее приспособленность к достижению определенных затрат при производстве, эксплуатации и ремонте для заданных показателей качества, объема выпуска и условий выполнения работ. Иными словами конструкция изделия является технологичной, если при проектировании обеспечено простое, качественное и экономическое изготовление, а также эксплуатация этого изделия.
Отработка конструкции на технологичность ведется на всех этапах проектирования и производства изделия. Основная часть этой работы должна быть выполнена при проектировании. Конструктору необходимо быть технологом. В то же время оценка технологичности конструкции при разработке технологического процесса обязательна, т.к. квалификация технолога в области технологии, как правило, выше, чем у конструктора.
Оценка технологичности конструкции на стадии производства является проверкой эффективности проектных и технологических решений. Она позволяет устранить допущенные ошибки, уточняет детали, вскрывает резервы для дальнейшего повышения технологичности конструкции.
Различают производственную, эксплутационную и ремонтную технологичность.
Производственная ТКИ заключается в сокращении средств и времени на конструкторскую подготовку производства, технологическую подготовку производства, процессы изготовления, в том числе контроля и испытания, монтаж вне предприятия-изготовителя.
Эксплутационная ТКИ заключается в сокращении средств и времени на подготовку к использованию по назначению, технологическое и техническое обслуживание, текущий ремонт, утилизацию.
Ремонтная ТКИ заключается в сокращении средств и времени на все виды ремонта. Главные факторы, определяющие требования к ТКИ, следующие:
1. Вид изделия, характеризующий главные конструктивные и технологические признаки, обуславливающие основные требования к ТКИ;
2. Объем выпуска и тип производства, определяющие степень технологического оснащения, механизации и автоматизации технологических процессов и специализацию всего производства.
Обеспечение ТКИ является функцией подготовки производства, предусматривающей взаимосвязанное решение конструкторских и технологических задач, направленных на повышение производительности труда, достижение оптимальных трудовых и материальных затрат и сокращение времени на производство, в том числе монтаж вне предприятия-изготовителя, техническое обслуживание и ремонт изделия.
Оценка ТКИ может быть двух видов: качественной и количественной. Качественная оценка характеризует технологичность конструкции обобщенно, на основе опыта исполнителя. К основным показателям ТКИ относят трудоемкость и себестоимость изготовления изделия, материалоемкость и энергоемкость изделия.
Анализ технологичности для изделия некоторых типов.
Анализ технологичности конструкции является сложной задачей, успешное решение которой, существенно зависит от опыта и квалификации исполнителей. Круг вопросов, который затрагивается при этом, довольно широк. Рассмотрим в качестве примера ряд частных рекомендации для некоторых типов изделий.
Корпусные детали
К этим деталям относятся рамы, станины, корпуса и т.д., которые сложны и разнообразны по конструкции. Они являются базовыми деталями сборочных единиц и служат опорой для прочих узлов и деталей, объединяя их в законченную конструкцию. Примерами требований к технологичности таких деталей являются:
- обрабатываемые плоскости рекомендуется располагать на одном уровне, что позволяет обрабатывать их на проход за один рабочий ход без остановки и настройки станка на другой размер (рис.3,а);
нетехнологичная технологичная
 -
- необходимо обеспечивать свободный
доступ к обрабатываемым поверхностям
(рис.3, б);
-
- необходимо обеспечивать свободный
доступ к обрабатываемым поверхностям
(рис.3, б);
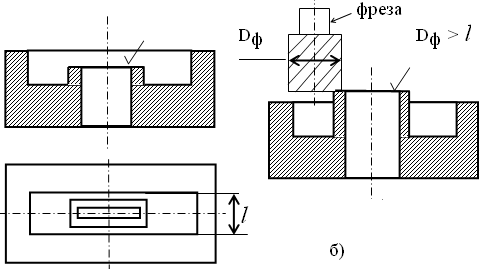
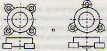
- необходимо задавать межосевые расстояния отверстий, так, чтобы была возможность их обработки на многошпиндельных станках (рис.3,в);
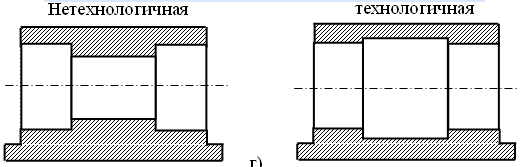
- необходимо предусматривать возможность растачивания соосных отверстий на проход (рис.3,г);
нетехнологичная технологичная
- необходимо исключить подрезку внутренних торцов ступиц для отверстий (рис.3,д);
- необходимо исключать наклонные поверхности, которые затрудняют обработку (рис.3,е);

- опорные поверхности должны иметь достаточную протяженность для обеспечения устойчивости деталей, в противном случае необходимо предусматривать дополнительные опоры (рис.3,ж);
![]()
- количество опор должно быть не больше трех, что обеспечивает наибольшую устойчивость (рис.3,з);
- необходимо обеспечить вход и выход инструмента перпендикулярно поверхности, что исключает его поломку (рис.3,и);

- отверстия должны быть расположены так, чтобы использовать нормализованный инструмент (рис.3,к).

Валы и оси
По конструкции валы и оси могут быть гладкими, ступенчатыми, полыми и сплошными (рис.4). На валах и осях размещаются вращающиеся детали (зубчатые колеса, шкивы, подшипники и т.д.). Базовым элементом валов и осей является геометрическая ось, относительно которой, в основном, производится нормирование точности элементов этих деталей. Примерами требований к технологичности валов и осей являются:
- точные валы и оси целесообразно обрабатывать в центрах;
- там, где это, возможно, следует избегать применения ступенчатых валов и осей, что дает возможность использовать при изготовлении калиброванный прокат;
- ступенчатые валы и оси необходимо проектировать с минимальными перепадом диаметров ступеней, т.к. при этом повышается сопротивление усталости;
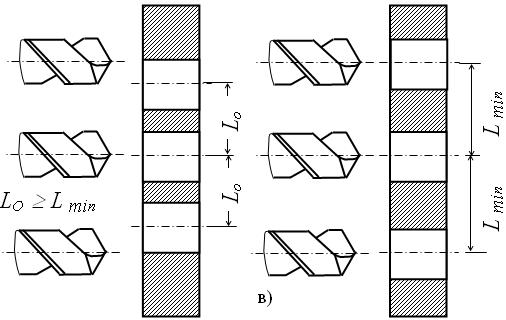
- ступени по длине целесообразно выбирать одинаковыми или кратными, что дает возможность обрабатывать их на многорезцовых станках (рис.5); Рис. 5. Обработка вала на многорезцовом станке

- заготовку для валов с фланцем на конце целесообразно получать высадкой на горизонтально-ковочных машинах, штамповкой или сваркой, что снижает трудоемкость и расход металла;
- для валов, подвергаемых закалке, особенно токами высокой частоты, острые кромки элементов в зоне нагрева следует притупить, чтобы избежать их оплавления из-за более высокой скорости нагрева;
- при закалке ступенчатых валов ТВЧ рекомендуется оставлять незакаленные участки около уступов, чтобы снизить концентрацию напряжений и уменьшить вероятность появления закалочных трещин.
Втулки
Детали типа втулок и колец применяют в качестве опор для валов, в виде муфт, распорных элементов и т.д. Во многих случаях втулки имеют резьбовые, шлицевые элементы, выступы и канавки на наружной и внутренней поверхности. При конструировании деталей этого класса рекомендуется:
- для обеспечения соосности внутренних и наружных поверхностей следует обрабатывать их за один установ;
- применение глухих отверстий с двух сторон не рекомендуется, т.к. трудно обеспечить их соосность;
- следует избегать внутренних выточек, особенно с точным небольшим диаметром;
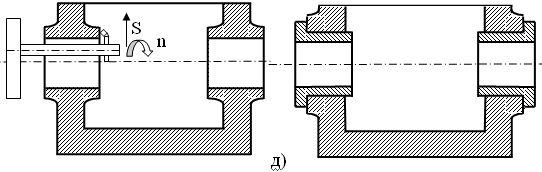
- втулки со шлицами (рис.6) желательно делать сквозными, чтобы обеспечить свободный выход режущего инструмента и использовать протягивание;
Нетехнологичная технологичная
![]()
А) б) в)
- шлицевые поверхности рекомендуется выполнять сплошными без разрывов, чтобы снизить число ударов по режущему инструменту при врезании;
- необходимо сокращать протяженность опорных поверхностей, заменяя их поясками на краях.