

Рассмотреть физико-химические процессы, происходящие в ходе экструзии;
оптимально подобрать сырье, оборудование и способ переработки;
обосновать технологические режимы переработки.
1 Анализ процесса изготовления рукавных пленок
1.1 физико-химические основы экструзии
Экструзия – способ получения изделий или полуфабрикатов из полимерных материалов неограниченной длины путем выдавливания расплава полимера через формующую головку (фильеру) нужного профиля.
Производство различных видов изделий методом экструзии осуществляется путем подготовки расплава в экструдере и придания экструдату различной формы посредством продавливания его через формующие головки соответствующей конструкции с последующим охлаждением и калиброванием.]
Экструдеры могут быть разделены на 2 класса: экструдеры непрерывного действия, основным элементом которых является вращающийся элемент и экструдеры периодического действия, основанные на возвратно-поступательном элементе.
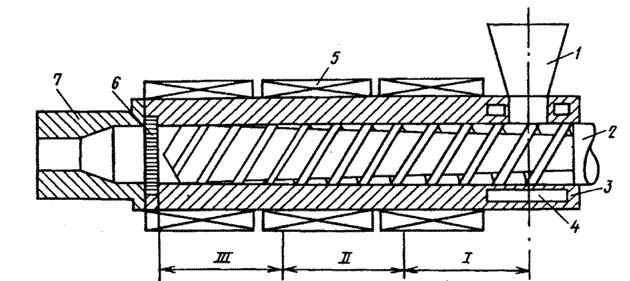
Рисунок 1.1– Схема одношнекового экструдера: 1- бункер; 2- червяк (шнек); 3- цилиндр; 4- полость для циркуляции воды; 5- нагреватель; 6- решетка с сетками; 7- формующая головка с адаптером.
По устройству и принципу работы основного узла, продавливающего расплав в головку, среди экструдеров непрерывного действия могут быть выделены шнековые, дисковые и комбинированные, а среди экструдеров периодического действия – шнековые и поршневые.
Шнековые экструдеры подразделяются на несколько типов: одно-, двух- и многошнековые, одностадийные и многостадийные, с однонаправленным и с противоположно направленным вращением шнеков, с зоной дегазации и без нее.
Наиболее распространенным типом экструдеров является одношнековый экструдер непрерывного действия без зоны дегазации. Этот тип экструдеров может использоваться для переработки полиэтилена, т.к. ПЭ–термостабильный полимер и не образует газообразных продуктов при переработке, а данный тип экструдеров значительно дешевле экструдера с дегазацией. Его схема приведена на рисунке 1.1 [1]
К достоинствам этого типа экструдеров следует отнести конструктивную простоту, возможность развивать высокое давление расплава и отсутствие требований к повышенной термостабильности расплава.
В процессе переработки исходный материал из загрузочного устройства поступает в червяк и перемещается в осевом направлении в винтовом канале червяка, образованным внутренней поверхностью материального цилиндра и нарезкой червяка. При движении материал уплотняется, расплавляется, происходит гомогенизация расплава, развивается давление, под действием которого подготовленный расплав продавливается через формующий инструмент. По ходу движения материала в экструдере могут быть условно выделены три технологические зоны, различающиеся состоянием полимера и происходящими в них физико-химическими процессами: зона питания (загрузки), зона плавления (пластикации) и зона дозирования (выдавливания).
Рассмотрим подробнее процессы, происходящие в каждой из зон.
Загрузка сырья
Подаваемое в виде порошка, гранул или лент исходное сырье для экструзии под действием силы тяжести поступает из загрузочного бункера в рабочий объем экструдера. Некоторые материалы могут зависать, для борьбы с этим используют специальные проталкивающие устройства. Наименее склонны к такому поведению гранулы, поэтому они являются лучшим видом сырья для экструзии. В части цилиндра, где происходит загрузка, делаются полости для циркуляции охлаждающей воды, чтобы избежать перегрева цилиндра, при котором гранулы спекаются, и образуется «козел». При уплотнении материала в межвитковом пространстве шнека вытесненный воздух выходит обратно через бункер. Если удаление воздуха будет неполным, то он останется в расплаве и после прохождения через головку образует в изделии нежелательные полости. Также в бункере помещаются ворошители, которые предотвращают образование «сводов» из сырья и прекращение его подачи в рабочую область цилиндра.
Загрузка межвиткового пространства под воронкой бункера происходит на отрезке длины шнека, равном 1÷1,5 D.