

Обеспечение одинаковой по всем участкам кольцевого зазора объемной скорости экструзии;
Постоянство вязкости расплава;
Обеспечение равномерной температуры потока расплава;
Постоянство раздувания горячей заготовки.
Разнотолщинность пленки, таким образом, зависит от множества различных параметров переработки: температуры головки, толщины формующей щели, степени раздува.
Зависимость разнотолщинности пленки от толщины формующей щели показана на рисунке 1.11[13]
Так как пленка большей толщины требует большего времени на охлаждение, то при увеличении щелевого зазора, и, как следствие, толщины пленки, увеличивается длина пластического участка рукава. Это приводит к росту вероятности влияния различных факторов на процесс охлаждения рукава, неустойчивости рукава и, как следствие, увеличению разнотолщинности в обоих направлениях. Таким образом, для достижения минимальной разнотолщинности, толщина щелевого зазора должна быть минимальна. Однако слишком низкие величины кольцевого зазора создают значительные сопротивления в головках и снижают производительность экструзии, поэтому на практике используют толщину щелевого зазора не менее 0,5 мм.
Рисунок 1.11
– Влияние величины щелевого зазора
δЩна разнотолщинность пленки в
продольном и поперечном направлении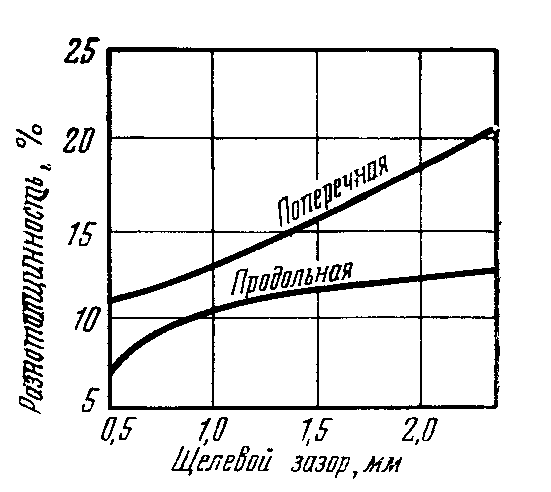
На
рисунке 1.12 [13] приводится зависимость
разнотолщинности пленки от степени
раздува рукава εР. Видно, что с
ростом степени раздува и степени вытяжки
рукава разнотолщинность также
увеличивается, что необходимо учитывать
при выборе этих параметров переработки.
В
Рисунок 1.12 – Влияние степени поперечного раздува пленочного рукава на разнотолщинность пленки в продольном и поперечном направлении
вытянутом рукаве в большей степени проявляется разнотолщинность – участки с меньшей толщиной утончаются в большей степени, чем соседние толстые, поэтому увеличение степени вытяжки или степени раздува, приводящее к уменьшению толщины рукава, приводит также и к увеличению его разнотолщинности.
Таким образом, мы видим, что целесообразно проводить экструзию пленки с минимальной степенью раздува, и применять головки большого диаметра с кратностью раздува 2,5-3.

Рисунок 1.13 – Влияние температуры головки на разнотолщинность пленки в продольном и поперчено направлении (для пленки толщиной 60 мкм)
Также, как уже говорилось выше, на разнотолщинность пленки оказывает влияние температура головки. Низкая температура головки и цилиндра обеспечивает лучшую гомогенизацию расплава полимера и более равномерный раздув рукава, в то время как высокая температура, наоборот, увеличивает длину пластического участка и, как следствие, вероятность проявления на нем различных факторов, влияющих на толщину пленки. При температуре головки ниже 140°С также улучшаются и оптические свойства получаемой пленки: уменьшается количество гелеобразных включений и растет прозрачность, поэтому с точки зрения этих параметров оптимально использование минимально возможной температуры головки, при которой полимер выходит из неё в еще вязкотекучем состоянии. Кроме всего прочего, слишком высокая температура расплава может привести к слипанию пузыря и склеиванию его внутренних поверхностей. Зависимость разнотолщинности от температуры головки приведена на рисунке 1.13 [13]
Еще одним параметром рукава является минимальная устойчивая толщина пленки, зависящая, в первую очередь, от степени раздува. Эта зависимость приведена на рисунке 1.14 [13]
Рисунок 1.14 – Зависимость
минимальной стабильной толщины пленки
от степени раздува для полиэтилена
различной плотности
В зависимости от интенсивности охлаждения рукава, его первоначальной температуры и скорости вытяжки, возможно получение рукава различной формы (рис 1.15) [1]

Рисунок 1.15 – Некоторые типичные формы рукавов пленки
Форма «а» соответствует высокому расположению линии кристаллизации H, что приводит к недостаточному охлаждению деформируемого рукава. Пленка вначале растягивается в длину, а затем в ширину. Это сопровождается частичной переориентацией макромолекул.
Форма «б» соответствует нормальной величине H при хорошей интенсивности охлаждения. Продольная и поперечная, ориентации при вытяжке и раздуве осуществляются почти одновременно. Пленка получается равнопрочной и равнотолщинной.
Форма «в» соответствует резкому интенсивному охлаждению рукава, линия H мала. Пленка имеет преимущественно поперечную ориентацию, а для некоторых видов полимеров происходит уменьшение степени кристалличности.
Форма «г» соответствует неравномерному обдуву пленки охлаждающим воздухом по периметру. Пленка разнотолщинна, рукав несимметричен.
Для большинства пленок, отвечающих общим требованиям к свойствам, в зависимости от их толщины значение Н колеблется в пределах 0,3-2 м. Чем толще пленка (и соответственно экструзионная заготовка), тем больше H, и наоборот.
Гомогенизацию массы и, следовательно, внешний вид пленки, а также её прочностные характеристики можно улучшить повышением сопротивления экструзии, что достигается увеличением числа формующих сеток или уменьшением щелевого зазора. Однако это вызывает увеличение обратного потока в экструдере, и, как следствие, снижение его производительности.