

Машины и оборудование для волочения.
Машины, обеспечивающие процесс волочения, называются волочильными станами. Различают станы:
прямолинейного волочения;
барабанные.
По характеру перемещения тягового органа и изделия:
периодического;
полунепрерывного;
непрерывного действия.
Барабанные станы в свою очередь подразделяются на:
однократного;
многократного волочения.
Прямолинейный волочильный стан
Схема простейшего линейного волочильного стана представлена на Рисунок 46.
Основными элементами волочильного стана являются рабочий стол, стойка волок с установленным в ней люнетом и волокой, волочильная тележка, имеющая специальные захваты для фиксации с изделием и движущейся цепью, а также привод перемещения цепи.
Перед началом волочения прутки с заостренными концами поочередно вводятся в волоку, фиксируются захватом волочильной тележки, которая передает тяговое усилие прутку при ее движении. После окончания волочения пруток убирается с рабочего стола, а волочильная тележка возвращается к стойке волок за очередным изделием.
Станы бывают одноцепными и двухцепными. Скорость цепи, а следовательно и скорость волочения составляет 10120м/мин.
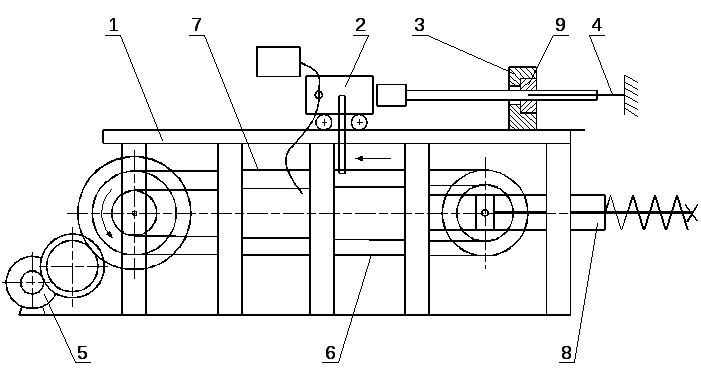
Схема линейного волочильного стана: 1– рабочий стол; 2 – волочильная тележка; 3 – люнет; 4 – оправка; 5 – привод; 6 – трос; 7 – цепь; 8 – натяжное устройство; 9 – волока.
Барабанные волочильные станы.
Барабанные станы для однократного волочения (Рисунок 47) применяются для волочения прутков, трубок и проволоки большого диаметра.
Бунты проволоки с помощью крана устанавливают на фигурку, являющейся барабаном, с которого разматывается проволока. Конец проволоки заостряется на острильной машине, пропускается через волоку и закрепляется с помощью клещей на барабане. Затем включается двигатель привода вращения барабана и проволока наматывается на барабан. После окончания волочения бунт готовой проволоки также снимается краном с барабана.
Недостатком станов однократного волочения является то, что для получения заданных размеров необходима многократная перестановка бунта и связанные с этим подготовительные дополнительные операции. Поэтому выгодно устанавливать последовательно ряд волок (от 2 до25 штук) с постепенно уменьшающимися отверстиями, через которые непрерывно протягивается проволока, усилие к которой передается одним или несколькими барабанами.
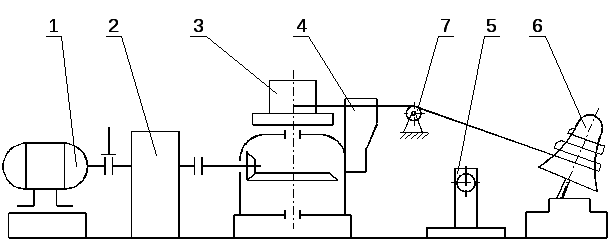
Станы однократного волочения: 1 – электродвигатель; 2 – редуктор; 3 – барабан; 4 – стойка волок; 5 – острильная машина; 6 – фигурка; 7 – направляющий ролик.
Станы многократного волочения в зависимости от движения проволоки бывают прямоточные, петлевые. Для обеспечения возможности волочения необходимо соблюдения равенства секундных объемов, проходящих через волоки:
![]() v1,
v1,
где
![]() – скорость металла в соответствующей
волоке,
– скорость металла в соответствующей
волоке,
![]() – диаметр отверстия соответствующей
волоки.
– диаметр отверстия соответствующей
волоки.
Так как диаметр отверстий волок определяется допустимо возможными вытяжками и уменьшается по мере приближения волок к концу волочения, то необходимо увеличивать скорость волочения, а при несоответствии скоростей могут образовываться порывы, петли или проскальзование проволоки относительно барабанов. В связи с этим машины многократного волочения разделяют на 2 группы: со скольжением проволоки и без скольжения.
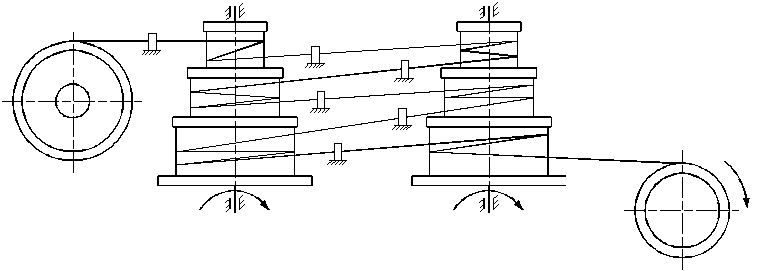
В машинах со скольжением (Рисунок 48 и Рисунок 49) некоторое несоответствие в скоростях вращения на барабанах компенсируется проскальзыванием проволоки, намотанной в 12 витка на барабан.
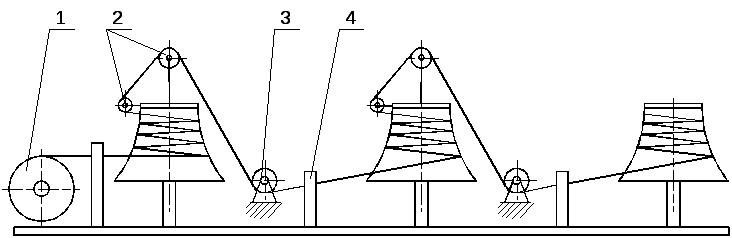
Эти машины могут быть с одинаковыми диаметрами барабанов, но с разными числами оборотов, или с разными диаметрами, но с одинаковыми числами оборотов, прямоточного (Рисунок 48) или петлевого (Рисунок 49) типов.
Стан многократного волочения со скольжением прямоточный: 1 – фигурка; 2 – барабан; 3 – волока; 4 – привод.
Стан многократного волочения со скольженим петлевой.
Недостатки станов со скольжением: износ барабанов, волок, обрывы.
Достоинства: простые по конструкции.
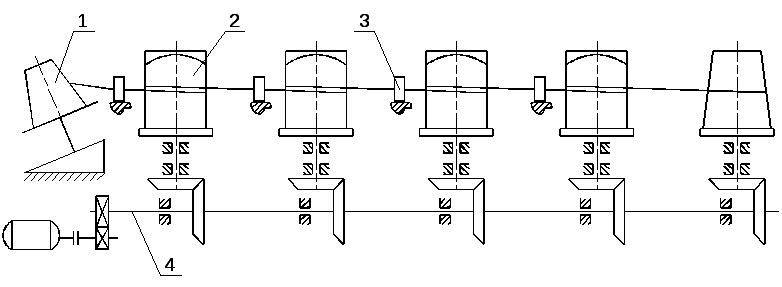
При многократном волочении без скольжения протягиваемая проволока наматывается на текущий барабан так же, как и при однократном волочении. Однако в этом случае промежуточные барабаны играют двоякую роль: волочильного барабана и приспособления, с которого проволока свободно снимается и направляется к волоке следующего барабана (Рисунок 50).
Машины непрерывно - роликового типа без скольжения: 1 – фигурка; 2 – ролик; 3 – блок; 4 – волока.