

Кинематика процесса прокатки.
Появление избытка сил трения и их рост по мере перехода от начального момента захвата металла к установившемуся процессу влечет за собой появления опережения - когда скорость выхода металла из валков превышает скорость самих валков в направлении движения полосы. Наличие опережения при прокатке вытекает из условия равновесия в условиях статического положения или равномерного прямолинейного движения: сумма проекций всех сил на ось равна нулю. Если имеется избыток сил трения в установившемся процессе, то должна появиться какая-то сила, компенсирующая этот избыток. Это обеспечивается возникающим проскальжеванием полосы на некотором участке поверхности валков вблизи выхода вследствие опережения. В зоне опережения силы трения направлены со стороны валков против перемещения металла.
Опережение обычно выражается в процентах:
![]()
![]() − окружная скорость валков;
− окружная скорость валков;
![]() − скорость переднего конца полосы.
− скорость переднего конца полосы.
Обычно опережение равно
![]() .
.
Наряду с увеличением скорости переднего конца полосы по отношению к скорости валков имеет место и уменьшение скорости заднего конца. Данное явление называется отставанием. Отставание также выражается в процентах:
![]()
![]() − скорость полосы в плоскости входа;
− скорость полосы в плоскости входа;
![]() − угол захвата.
− угол захвата.
Используя закон постоянства объема можно получить связь между опережение и отставанием:
![]()
Точное знание скорости полосы при входе и выходе, из валков, важно при определении частоты вращения валков в связи с режимом обжатий в непрерывных станах, в которых полоса одновременно прокатывается в нескольких валках.
Ввиду наличия скоростей металла в очаге деформации как меньших окружной скорости валков, так и больших, обязательно имеется сечение, в котором скорость металла равна скорости валков. Такое сечение называется критическим сечением, а центральный угол, отвечающий этому сечению, называется критическим углом.
Перемещаясь по поверхности валков частицы металла, как и силы трения, меняют направление своего движения.
Помимо непрерывного проскальзывания металла по контактной поверхности валков, в очаге деформации может присутствовать участок, где проскальзывание отсутствует. Такой участок называется зоной прилипания.
Для расчетов скоростей входа и выхода металла из валков необходимо знать зависимость опережения от технологических факторов:
Следует обратить внимание, что природа опережения зависит не только от сил трения, но и от закона наименьшего сопротивления − перемещение частиц в направлении наименьшего сопротивления, т.е. в направлении кратчайшей нормали к контуру контактной поверхности. Поэтому на опережение, помимо трения, влияют диаметр валков, толщина деформируемой полосы, поперечная деформация, натяжение полосы.
Поперечная деформация
При прокатке смещенный объем по высоте деформируемого тела увеличивает преимущественно длину полосы. Наряду с этим имеет место и увеличение ее ширины. Это явление называется уширением:
![]()
Более полно поперечную деформацию
характеризует относительное уширение:
![]() и коэффициент поперечной деформации
и коэффициент поперечной деформации
![]() .
.
Установлено, что на величину и характер
развития уширения при прокатке влияет
множество факторов: обжатие
![]() ,
распределение обжатий по проходам,
относительное обжатие
,
распределение обжатий по проходам,
относительное обжатие![]() ,
форма очага деформации, т.е. отношение
между длиной очага деформации
,
форма очага деформации, т.е. отношение
между длиной очага деформации
![]() и средней высотой полосы
и средней высотой полосы![]() ,
диаметр валков, коэффициент трения,
переднее и заднее натяжение и др.
,
диаметр валков, коэффициент трения,
переднее и заднее натяжение и др.
По данным ряда исследований, вполне удовлетворительные результаты дает формула В. П. Бахтинова для расчета уширения при прокатке:
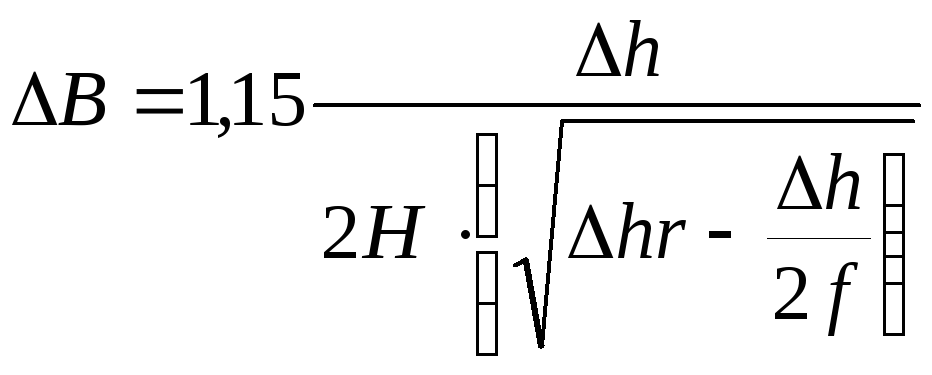
Из формулы видно, что чем выше обжатие, тем больше уширение.
Вместе с тем, на уширение оказывает заметное влияние и дробность деформации. Суммарное уширение за несколько проходов в условиях одинаковой общей высотной деформации получается при меньшем числе проходов, или в один проход.
Чем выше диаметр валков при одном и том же обжатии и высоте полосы − тем больше уширение. Изменение трения на конкретной поверхности ведет к изменению напряжений в продольном и поперечном направлениях.