

Технологический процесс горячей объемной штамповки
Технологический процесс изготовления поковки включает следующие операции: отрезка проката на мерные заготовки, нагрев, штамповка, обрезка облоя и пробивка пленок, правка, термическая обработка, очистка поковок от окалины, калибровка, контроль готовых поковок.
Перед штамповкой заготовки должны быть нагреты равномерно по всему объему до заданной температуры. При нагреве должны быть минимальными окалинообразование (окисление) и обезуглероживание поверхности заготовки. Используются электроконтактные установки, в которых заготовка, зажатая медными контактами, нагревается при пропускании по ней тока; индукционные установки, в которых заготовка нагревается вихревыми токами; газовые печи, с безокислительным нагревом заготовок в защитной атмосфере.
После штамповки в открытых штампах производят обрезание облоя и пробивку пленок поковок на специальных штампах, устанавливаемых на кривошипных прессах (Рисунок 60), а так же и правку, в случае искревления после термической обработки.
Термическую обработку применяют для получения требуемых механических свойств поковок и облегчения их обработки резанием.
Очистку поковок от окалины производят для облегчения контроля поверхности поковок, уменьшения износа металлорежущего инструмента и правильной установки заготовки на металлорежущих станках. На дробеструйных установках окалину с поковок, перемещающихся по ленте конвейера, сбивают потоком быстро летящей дроби диаметром 1…2 мм. В галтовочных барабанах окалина удаляется благодаря ударам поковок друг о друга и о металлические звездочки, закладываемые во вращающийся барабан.
Схемы обрезания облоя (а) и пробивки пленок (б)
Холодная штамповка
Холодная штамповка производится в штампах без нагрева заготовок и сопровождается деформационным упрочнением металла.
Холодная штамповка является одним из наиболее прогрессивных методов получения высококачественных заготовок небольших и точных из стали и цветных металлов. Она обеспечивает достаточно высокую точность и малую шероховатость поверхности при малых отходах металла и низкой трудоемкости и себестоимости изготовления изделий. Возможность осуществления холодной штамповки и качество заготовок определяются качеством исходного материала. Большое значение имеет подготовка поверхности заготовок: удаление окалины, загрязнений и поверхностных дефектов.
Процессы холодной штамповки часто выполняют за несколько технологических переходов, постепенно приближая форму и размеры заготовок к форме и размерам готовых изделий и осуществляя промежуточный отжиг для снятия наклепа и восстановления пластических свойств металла. В зависимости от характера деформирования и конструкции штампов холодную штамповку делят на объемную и листовую.
Объемная холодная штамповка
Холодную объемную штамповку выполняют на прессах или специальных холодноштамповочных автоматах. Основными ее разновидностями являются: высадка, выдавливание, объемная формовка, чеканка.
Высадка – образование на заготовке местных утолщений требуемой формы в результате осадки ее конца (Рисунок 61).
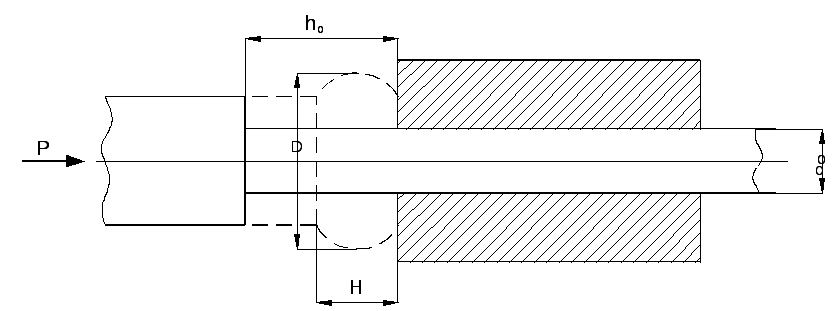
Схема высадки
Заготовкой обычно служит холоднотянутый материал в виде проволоки или прутка из черных или цветных металлов. Высадкой изготавливают стандартные и специальные крепежные изделия, кулачки, валы-шестерни, детали электронной аппаратуры, электрические контакты и т.д.
При большом количестве переходов происходит упрочнение металла, поэтому требуется отжиг.
Последовательность переходов изготовления деталей показана на Рисунок 62: за три перехода (Рисунок 62 а); за пять переходов (Рисунок 62 б).
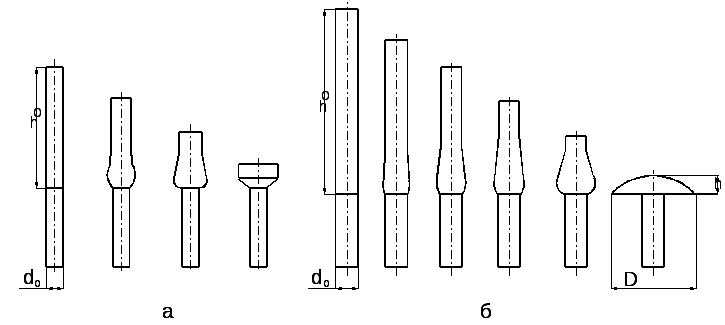
Последовательность переходов изготовления детали
Высадка осуществляется на прессах, горизонтально-ковочных машинах, автоматических линиях, оснащенных холодновысадочными пресс-автоматами.
Выдавливание – формообразование сплошных или полых изделий, благодаря пластическому течению металла из замкнутого объема через отверстия соответствующей формы.
Особенностью процесса является образование в очаге деформации схемы трехосного неравномерного сжатия, повышающего технологическую пластичность материала.
Различают прямое, обратное, боковое и комбинированное выдавливание (Рисунок 63).
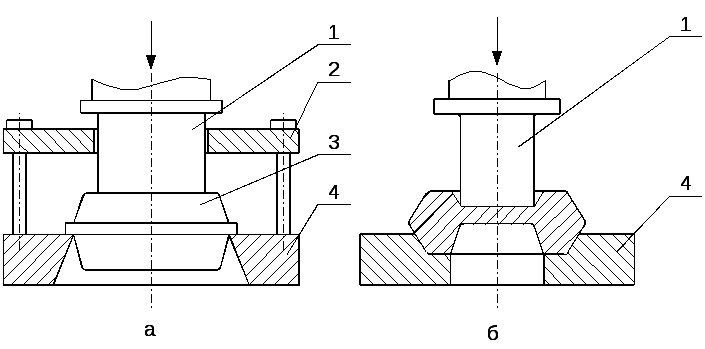
При прямом выдавливании металл течет из матрицы 2 в направлении, совпадающем с направлением движения пуансона 1 (Рисунок 63 а, Рисунок 63 б). Этим способом можно получить детали типа стержня с утолщением, трубки с фланцем, стакана с фланцем.
При обратном выдавливании металл течет в направлении, противоположном направлению движения пуансона, в кольцевой зазор между пуансоном и матрицей для получения полых деталей с дном (Рисунок 63 в) или в полый пуансон для получения деталей типа стержня с фланцем (Рисунок 63 г).
При боковом выдавливании металл течет в боковые отверстия матрицы под углом к направлению движения пуансона (Рисунок 63 ж). Таким образом, можно получить детали типа тройников, крестовин и т.п. Для обеспечения удаления заготовок из штампа матрицу выполняют состоящей из двух половинок с плоскостью разъема, проходящей через осевые линии исходной заготовки и получаемого отростка.
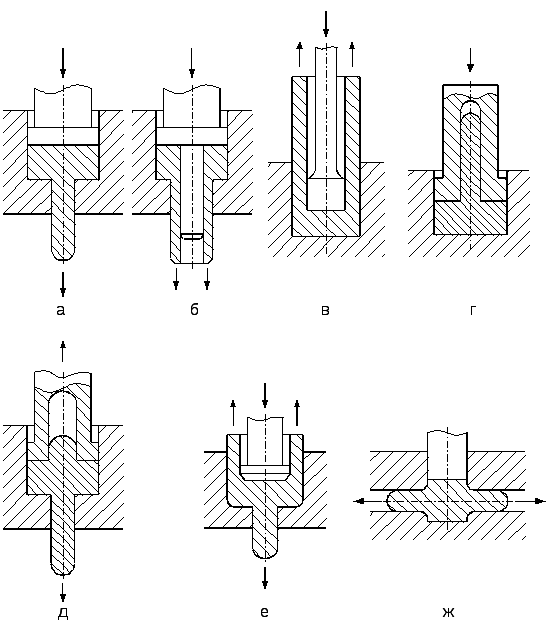
Схемы выдавливания: а, б – прямого; в, г – обратного; д, е – комбинированного; ж - бокового
При комбинированном выдавливании металл течет по нескольким направлениям (Рисунок 63 д, Рисунок 63 е). Возможны сочетания различных схем.
Заготовки для выдавливания отрезают от прутков или вырубают из листа. Размер заготовок рассчитывают с учетом потерь на последующую обработку. Форма заготовки и ее размеры для полых деталей без фланца соответствуют наружным размерам детали; для деталей с фланцем – диаметру фланца; для деталей стержневого типа – размерам головки.
Выдавливание можно осуществлять и в горячем состоянии.
Объемная формовка – формообразование изделий путем заполнения металлом полости штампа.