

Характеристика прокатного производства. Прокатные изделия.
Металлургическая промышленность выпускает разнообразные виды проката, отличающиеся по форме поперечного сечения и размером. Все эти изделия, перечень которых называется сортаментом, как правило, стандартизированы.
Весь сортамент можно разбить на 4 группы:
сортовой;
листовой;
трубы;
специальные виды проката.
Наиболее разнообразной группой является сортовой прокат, который разделяется на простые (круг, квадрат) и фасонные профили (уголок, швеллер, шестигранник и т.д.) и специального назначения (рельсы, профили сельхозмашиностроения, судостроения, электропромышленности и т.д.). Кроме того, сортовой прокат подразделяется на крупносортный, среднесортный, мелкосортный и катанку (5,5÷9 мм в диаметре).
В зависимости от способа производства листовой прокат подразделяется на 3 основные группы:
горячекатанные листы толстые (4мм.);
горячекатанные листы тонкие (4мм.);
холоднокатанные листы (0.02 4мм.).
Трубы, изготавливаемые на прокатных станах бывают:
бесшовные;
сварные (со швом).
Помимо круглых труб производят трубы прямоугольные, с переменными размерами в сечении.
Технологическая схема производства.
Длительное время получение готового проката выполнялось по технологической схеме «слиток - готовый прокат». В этих условиях получали слиток небольшой массы, чтобы получить из него одно изделие. Для увеличения производительности вес слитка увеличили, что потребовало дополнительный промежуточный нагрев заготовок. Получилась новая схема: «слиток - полупродукт - готовый прокат» (Рисунок 20). Поэтому металлургические заводы в своем составе имеют обжимные и заготовочные станы, обеспечивающие получение заготовок, и станы, производящие готовый продукт.В настоящее время, наряду с такой схемой, имеет место переход к схеме «литая заготовка - готовый прокат» (Рисунок 21). Этому способствует освоение метода непрерывного литья заготовок. Этот процесс обеспечивает получение более химически однородной структуры металла, повышает выход годного металла, чем при разливке в изложницы (на 20%), исключается необходимость иметь отделение подготовки изложниц, поддонов, отделения раздевания слитков. Себестоимость проката в этих условиях снижается на 810%, возможна большая степень механизации, автоматизации. Непрерывным литьем изготавливают блюмы сечением до 320330мм., слябы до 3002320 мм.
К основным технологическим операциям относятся:
подготовка исходных материалов;
нагрев;
горячая и холодная прокатка;
калибровка;
резка, правка;
термообработка;
удаление поверхностных дефектов;
травление.
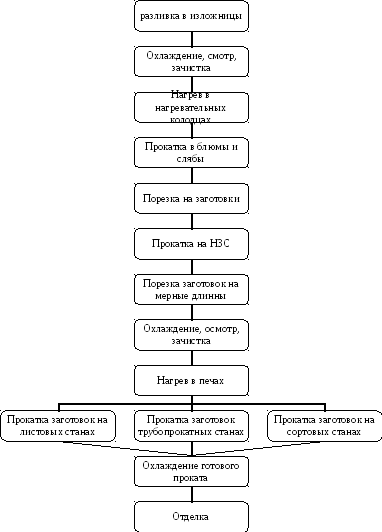
Технологическая схема производства проката из слитка.
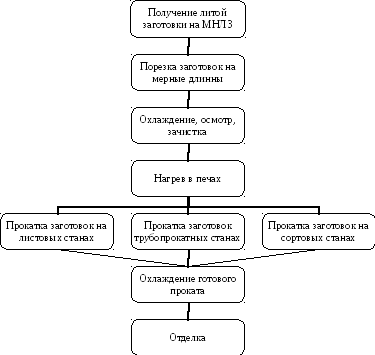
Технологическая схема производства проката из заготовок
Исходный материал и его подготовка
Исходным материалом для прокатки служат
слитки и заготовки. Масса и форма слитков
определяется видом материала, типом и
конструкцией прокатного стана,
сортаментом и пр. На блюмингах прокатывают
слитки массой
![]() т.,
на слябингах
т.,
на слябингах![]() т.
Для специальных видов проката применяют
слитки и более крупного размера.
т.
Для специальных видов проката применяют
слитки и более крупного размера.
Полупродукт или заготовка служит исходным материалом при производстве различных изделий на станах. К полупродукту относятся следующие виды проката:
блюмы – заготовки квадратного или близкому к нему сечению (100 100400400мм.).
слябы – заготовки прямоугольного сечения (500 3005001800мм.).
заготовка – полупродукт квадратного или близкого к нему сечению размером 50 50150150мм.
сутунка – листовая заготовка для прокатки листов штучным образом (6 15050500мм.)
Подготовка заготовок к прокатке заключается в удалении, имеющихся на поверхности дефектов: плен, волосовин, трещин, неметаллических включений, закатов, подрезов, царапин. При производстве легированных сталей, чтобы вскрыть и обнаружить невидимые дефекты, производят травление металла в растворах кислот или зачистку. Необходимость удаления поверхностных дефектов связано с тем, что они не устраняются при последующей прокатке и переходят на готовый продукт. Удаление дефектов окупается увеличением выхода годного продукта. Поэтому до 70% заготовок из углеродистых сталей и 100% из легированных подвергаются зачистке. Примерно 4080% персонала прокатных цехов занято операцией подготовки проката.
Основные операции подготовки:
вырубка пневматическим зубилом;
зачистка абразивными кругами;
огневая зачистка – выжигание поверхностного дефекта пламенем газокислородной смеси ручными резаками или машинами огневой зачистки.
обточка, фрезерование.