

Схемы напряженного и деформированного состояний
Схемы напряженного состояния графически отображают наличие и направление главных напряжений в рассматриваемой точке тела.
Напряжения в точке изображаются как напряжения на трех бесконечно малых гранях куба, соответственно перпендикулярных главным осям.
Возможны девять схем напряженного состояния, Рисунок 9. Напряженное состояние в точке может быть линейным, плоским или объемным.
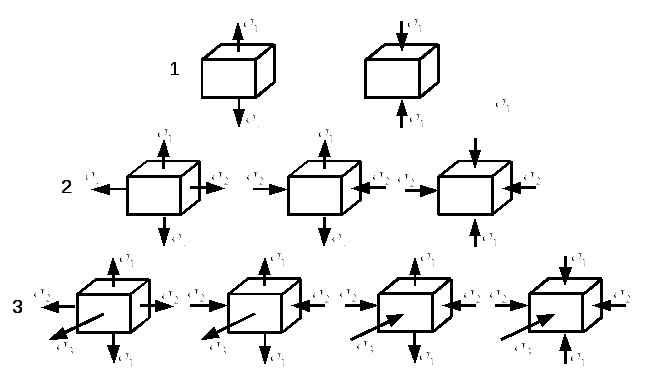
Схемы напряженных состояний: 1 – линейное напряженное состояние; 2 – плоское; 3 – объемное

Схемы деформированных состояний
Схемы с напряжениями одного знака называют одноименными, а с напряжениями разных знаков – разноименными. Условно растягивающие напряжения считают положительными, с сжимающие – отрицательными.
Схема напряженного состояния оказывает влияние на пластичность металла. На значение главных напряжений оказывают существенное влияние силы трения, возникающие в месте контакта заготовки с инструментом, и форма инструмента. В условиях всестороннего неравномерного сжатия при прессовании, ковке, штамповке сжимающие напряжения препятствуют нарушению межкристаллических связей, способствуют развитию внутрикристаллических сдвигов, что благоприятно сказывается на процессах обработки металлов давлением. В реальных процессах обработки давлением в большинстве случаев встречаются схемы всестороннего сжатия и состояния с одним растягивающим и двумя сжимающими напряжениями.
Схема деформированного состояния графически отображает наличие и направление деформации по трем взаимно перпендикулярным направлениям. Возможны три схемы деформированного состояния, Рисунок 10.
При схеме
![]() уменьшаются размеры тела по высоте, за
счет этого увеличиваются два других
размера, при осадке и прокатке.
уменьшаются размеры тела по высоте, за
счет этого увеличиваются два других
размера, при осадке и прокатке.
При схеме
![]() происходит уменьшение одного размера,
чаще высоты, другой размер (длина)
увеличивается, а третий (ширина) не
изменяется. Например, прокатка широкого
листа, когда его ширина в процессе
прокатки практически не изменяется.
Это схема плоской деформации.
происходит уменьшение одного размера,
чаще высоты, другой размер (длина)
увеличивается, а третий (ширина) не
изменяется. Например, прокатка широкого
листа, когда его ширина в процессе
прокатки практически не изменяется.
Это схема плоской деформации.
Наиболее рациональной с точки зрения
производительности процесса обработки
давлением является схема
![]() ,
размеры тела уменьшаются по двум
направлениям, и увеличивается третий
размер (при прессовании, волочении).
,
размеры тела уменьшаются по двум
направлениям, и увеличивается третий
размер (при прессовании, волочении).
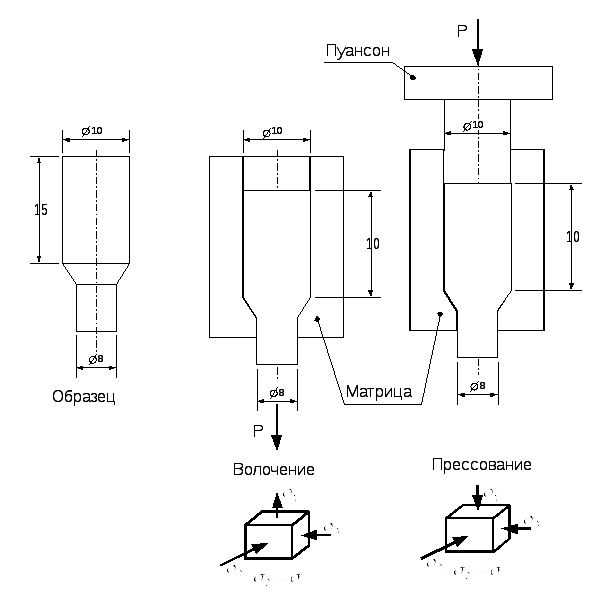
На, Рисунок 11, показано различие двух схем деформации образца (отожженная медь), на опыте проведенным С.И. Губкиным.
Образец заложили в матрицу, и к нижнему
концу приложили усилие, начался процесс
волочения. При достижении высоты образца
в матрице, равным
![]() ,
усилие волочения в этот момент по прибору
равнялось
,
усилие волочения в этот момент по прибору
равнялось![]() .
Опыт остановили, и в место растягивающего
усилия приложили сжимающие усилие, для
этого сверху матрицы поместили пуансон
и приложили к нему нагрузку с верху.
Опыт продолжался, но уже методом
прессования. Требуемая нагрузка, для
того, что бы металл начал течь, оказалась
равной
.
Опыт остановили, и в место растягивающего
усилия приложили сжимающие усилие, для
этого сверху матрицы поместили пуансон
и приложили к нему нагрузку с верху.
Опыт продолжался, но уже методом
прессования. Требуемая нагрузка, для
того, что бы металл начал течь, оказалась
равной![]() .
Нагрузка при прессовании оказалась в
три раза больше чем при волочении.
.
Нагрузка при прессовании оказалась в
три раза больше чем при волочении.
В этих двух случаях на образец в матрице
действовали три взаимно перпендикулярных
главных напряжения, только в первом
случае, при волочении, одно из напряжений,
![]() ,
было растягивающим, а во втором случае
сжимающим. Отсюда можно сделать вывод
о том, что повышение приложения нагрузки,
при деформировании, произошло исключительно
из за разных схем напряженного состояния
металла в рабочем пространстве. В обоих
случаях механические свойства металла
были неизменными, но сопротивление
деформации было разным.
,
было растягивающим, а во втором случае
сжимающим. Отсюда можно сделать вывод
о том, что повышение приложения нагрузки,
при деформировании, произошло исключительно
из за разных схем напряженного состояния
металла в рабочем пространстве. В обоих
случаях механические свойства металла
были неизменными, но сопротивление
деформации было разным.
Влияние схем напряжения на металл и его сопротивлению деформации
Отсюда делаем вывод о том, что сопротивление деформации и пластичность металла это не свойство, как например текучесть, а состояние. Сопротивление деформации и пластичность металла зависят не только от природы металла но и от способа его деформирования, а так же от температуры и скорости деформации.