

Оборудование для ковки
В качестве оборудования применяются ковочные молоты и ковочные прессы.
Оборудование выбирают в зависимости от режима ковки данного металла или сплава, массы поковки и ее конфигурации. Необходимую мощность оборудования определяют по приближенным формулам или справочным таблицам.
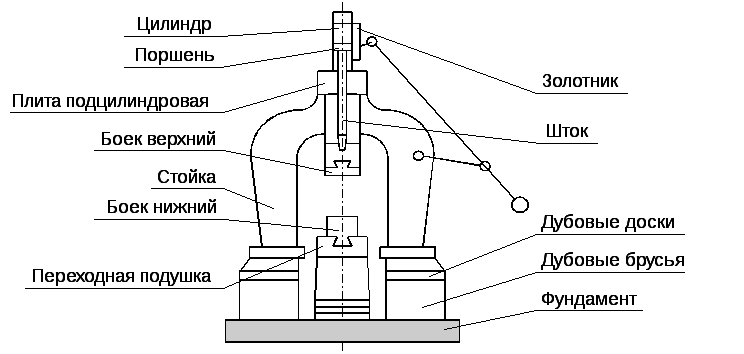
Схема паровоздушного молота
Молоты – машины динамического ударного действия. Продолжительность деформации на них составляет тысячные доли секунды. Металл деформируется за счет энергии, накопленной падающими частями молота к моменту их соударения с заготовкой. Часть энергии теряется на упругие деформации инструмента и колебания шабота – детали, на которую устанавливают нижний боек. Чем больше масса шабота, тем выше КПД. Обычно масса шабота в 15 раз превышает массу падающих частей, что обеспечивает КПД на уровне 0,8…0,9.
Для получения поковок массой до 20 кг применяют ковочные пневматические молоты, работающие на сжатом воздухе. Сила удара определяется силой давления сжатого воздуха, и может регулироваться в широких пределах. Масса падающих частей составляет 50…1000 кг. Основные параметры молотов регламентируются ГОСТами.
Для получения поковок массой до 350 кг применяют ковочные паровоздушные молоты. Они приводятся в действие паром или сжатым воздухом давлением 0,7…0,9 МПа. Масса падающих частей составляет 1000…8000 кг. Параметры регламентируются ГОСТами.
Различают молоты простого действия, когда пар или воздух только поднимают поршень, и двойного действия, когда энергоноситель создает дополнительное деформирующее усилие.
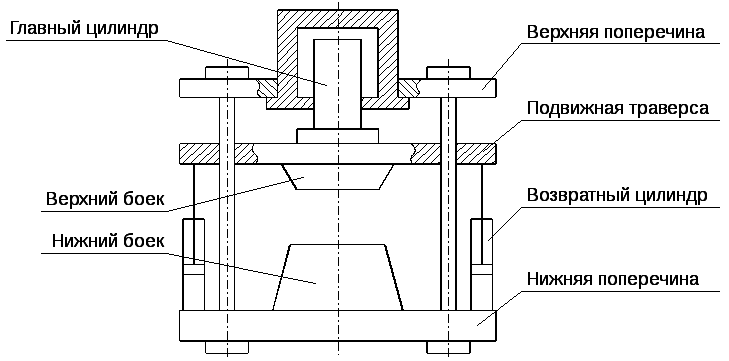
Схема четырехстоечного гидравлического пресса
Прессы ковочные гидравлические – машины статического действия. Продолжительность деформации составляет до десятков секунд. Металл деформируется приложением силы, создаваемой с помощью жидкости (водной эмульсии или минерального масла), подаваемой в рабочий цилиндр пресса. Выбираются прессы по номинальному усилию, которое составляет 5…100 МН. Применяют в основном для получения крупных заготовок из слитков.
Схема паровоздушного молота
Горячая объемная штамповка
Объемной штамповкой называют процесс получения поковок, при котором формообразующую полость штампа, называемую ручьем, принудительно заполняют металлом исходной заготовки и перераспределяют его в соответствии с заданной чертежом конфигурацией.
Применение объемной штамповки оправдано при серийном и массовом производстве. При использовании этого способа значительно повышается производительность труда, снижаются отходы металла, обеспечиваются высокие точность формы изделия и качество поверхности. Штамповкой можно получать очень сложные по форме изделия, которые невозможно получить приемами свободной ковки.
Объемную штамповку осуществляют при разных температурах исходной заготовки и, в соответствии с температурой, делят на холодную и горячую. Наиболее широкое распространение получила горячая объемная штамповка (ГОШ), которую ведут в интервале температур, обеспечивающих снятие упрочнения.
Исходным материалом для горячей объемной штамповки являются сортовой прокат, прессованные прутки, литая заготовка, в крупносерийном производстве – периодический прокат, что обеспечивает сокращение подготовительных операций.