

7.7 Направления совершенствования технической подготовки производства
Важной задачей организации производства является сокращение трудоемкости и продолжительности технологической подготовки. Наиболее эффективным направлением в этом плане является унификация и стандартизация, в частности типизация и нормализация технологических процессов, унификация технологической документации, групповые методы обработки деталей, унификация оборудования и технологической оснастки.
1. Типизация технологических процессов. Отправной точкой в разработке типовой технологии является научно обоснованная классификация деталей сборочных единиц и операций. На этой базе разрабатываются технологические процессы для групп конструктивнотехнологически подобных деталей или сборочных единиц.
Итак, первым этапом типизации технологических процессов является классификация деталей в группы по признакам конструктивнотехнологического подобия и выбор типового представителя каждой группы.
Формирование таких групп осуществляется на основе разработанного конструктивнотехнологического классификатора деталей, в котором детали вначале группируются в классы по признаку служебного назначения, затем классы делятся на подклассы по конструктивным формам деталей, что способствует единообразию их технологических маршрутов и идентичности применяемой оснастки. Дальнейшее разделение на группы по признаку общности материала обеспечивает унификацию технологического маршрута их обработки. Наконец, все детали группируются по типам в соответствии с требованиями точности их обработки. Из каждой типовой группы деталей выбирается одна конкретная деталь, имеющая наибольшее число обрабатываемых поверхностей и наибольшую трудоемкость изготовления. Эта деталь принимается в качестве базовой для разработки типовой технологии.
Вторым этапом является разработка технологического процесса по обработке базовой детали. Здесь предусматриваются методы обработки не только базовой, но и всех деталей данной группы в виде перечня и последовательности операций и переходов обработки деталей данного типа.
При составлении технологического процесса для новой детали прежде всего устанавливаются ее тип и принадлежность к какой
либо группе. Этим сразу определяется содержание технологического процесса, что значительно ускоряет его разработку и позволяет установить оптимальные режимы, так как последние уже отработаны на типовом процессе.
коэффициент типизации деталей
где Дтп — количество деталей, обрабатываемых по типовым процессам; Дод — общее количество обрабатываемых деталей;
коэффициент типизации операций

где От 0 — количество типовых операций; Оо о — общее количество операций для обработки всех деталей;
коэффициент относительной трудоемкости типовых технологических процессов

где Тр7т и Три — трудоемкость обработки деталей по типовой и индивидуальной технологии.
2.Нормализация технологических процессов дополняет типовые технологические процессы так называемыми технологическими нормалями, уточняющими виды исходных материалов (чугун, стали, сплавы, марки, профили, размеры и т.п.), режимы и методы их обработки (плавка, заливка, нагрев под ковку, штамповку, термообработку), геометрию конструкций (радиусы закруглений, углы и т.п.), припуски, допуски, уклоны при штамповке и др.
3.Групповые методы обработки деталей базируются на классификации деталей по группам по признакам конструктивнотехнологического подобия. В то же время групповой технологический процесс разрабатывается не на конкретную базовую, а на комплексную деталь, которая включает в себя все элементарные поверхности деталей, входящих в группу. Обработка данной группы деталей осуществляется с помощью групповой оснастки станка, настроенной на изготовление комплексной детали.
4.Унификация оборудования и технологической оснастки. Затраты на оснастку достигают 25% всех издержек машиностроительного производства. При этом характерной тенденцией является рост степени его оснащенности. Это объясняется не только необходимостью интенсификации внедрения технологических процессов, но главным образом требованиями особо качественного изготовления многих деталей и сборочных единиц современных изделий.
Значительного сокращения затрат на оснастку можно достичь посредством ее унификации, которая позволяет неоднократно использовать одну и ту же оснастку при смене объектов производства, повышая тем самым степень ее загрузки и делая возможным обработку деталей большими партиями.
Стандартизация оснастки существенно уменьшает затраты времени и средств на ее проектирование и изготовление.
На предприятиях получили распространение следующие системы унифицированной оснастки:
- сборноразборная оснастка (СРО). Состоит из стандартных фиксирующих, зажимных, крепежных и специальных деталей; при перекомпоновке на новое изделие возможна доработка стандартных элементов; представляет собой обратимую специальную оснастку долгосрочного применения. Она применяется для обработки одной или нескольких деталей, а также пригодна для условий крупносерийного производства;
- универсальносборная оснастка (УСО). Собирается из стандартных деталей и узлов многократного использования, изготовленных с высокой степенью точности. Используется для сверлильных, токарных, фрезерных, расточных, шлифовальных, сварочных, штамповочных и других операций. Компоновки УСО после обработки данной партии деталей разбираются, детали и узлы используются для сборки других приспособлений и повторных компоновок. Недостатком этого вида оснастки является высокая стоимость набора компоновочных элементов и пониженная жесткость приспособлений. Применяется преимущественно на заводах опытного, единичного, мелкосерийного и серийного производства;
- универсальноналадочные приспособления (УНП). Имеют базовую оригинальную деталь и сменные наладки. Базовая деталь используется многократно, а сменные элементы предприятия изготавливают в соответствии с конфигурацией обрабатываемых деталей. Примером УНП являются универсальноналадочные тиски, патрон со сменными кулачками и др. К недостаткам УНП можно отнести замену сменных наладок раньше их полного износа в связи с обычно возникающей необходимостью переходить на выпуск новых изделий;
- универсальная безналадочная оснастка (УБО). Используется для многократной и долговременной установки различных по форме и размерам заготовок, обрабатываемых на универсальных металлорежущих станках. Преимущества этой оснастки: небольшие сроки и затраты на проектирование и изготовление, разнообразие деталей, для которых они могут использоваться, возможность использовать их до полного износа. Основным недостатком является невысокая производительность из-за необходимости постоянно выверять точность установки заготовок;
- неразборная специальная оснастка (НСО) долгосрочного применения используется, как правило, для одной деталеоперации в крупносерийном и массовом производстве. К достоинствам можно отнести высокую производительность, так как не требуется выверять детали, размеры получаются автоматически, обеспечивается высокое качество. Ее недостатки — большие сроки и стоимость проектирования и изготовления, невозможность использования при смене изделий;
- специализированная наладочная оснастка (СНО). Используется для деталей, близких по конструктивнотехнологическим признакам, имеющих общие базовые поверхности и одинаковый характер обработки. Эта оснастка состоит из базового агрегата и наладки. Она допускает регулирование элементов или замену специальной наладки. Детали в этом случае обрабатываются по единому групповому или типовому технологическому процессу.
5. Унификация технологической документации приводит к сокращению общего количества документов, облегчению труда технологов при подготовке производства и внесении изменений в действующие процессы. К числу унифицированных документов относятся карты типовых представителей, операционные технологические карты, операционные карты групповой обработки, сводные карты групповых процессов.
Важным направлением повышения эффективности комплекса мероприятий по внедрению новой техники является соблюдение технологической дисциплины.
Установление надлежащей технологической дисциплины на производстве начинается с введения четкого порядка в оформлении, утверждении и пересмотре технической документации; всякого рода уточнения и изменения ее могут осуществляться только с ведома и письменного разрешения главного инженера.
Поддержанию технологической дисциплины на требуемом уровне должна служить и правильная постановка технического контроля, организация тщательного анализа брака и принятие соответствующих мер по его ликвидации, а также периодическая проверка на точность состояния оборудования и применяемой на нем инструментальной и технологической оснастки.
Соблюдение технологической дисциплины контролируется соответствующими службами. Отдел главного механика следит за состоянием оборудования, его производительностью и точностью. Отдел материально-технического снабжения обеспечивает производство материалами нужных марок, профилей и размеров. Отдел труда и заработной платы контролирует качество технических норм, уровень организации труда, состояние рабочих мест и их обслуживание.
Соблюдение технологической дисциплины создает предпосылки внедрения новой прогрессивной технологии изготовления деталей и узлов.
Эффективность ТПП зависит не только от представленных выше организационно-технических, но и от группы социально-экономических факторов. К числу последних относятся финансирование работ по ТПП, квалификация работников, система мотивации трудовой деятельности, состояние социальной инфраструктуры, микроклимат в коллективе и др.
Техническая политика на предприятии осуществляется под руководством главного инженера (заместителя генерального директора). Организационные формы аппарата ТПП при этом определяются принятой на предприятии системой подготовки производства. Существуют централизованная, децентрализованная и смешанная формы технической подготовки производства.
Централизованная форма ТПП характерна для предприятий крупносерийного и массового производства. При этом вся работа по ТПП сосредоточивается в аппарате управления предприятия. С этой целью создаются отдел главного технолога (ОГТ), общезаводская лаборатория, отдел планирования ТПП. На некоторых предприятиях организуются два конструкторских отдела: опытноконструкторский, занимающийся разработкой новой продукции, и серийноконструкторский, имеющий задачей совершенствование выпускаемой продукции.
Децентрализованная и смешанные формы ТПП используются на предприятиях единичного и мелкосерийного производства.
При первой форме основная работа по технической подготовке ведется соответствующим бюро производственных цехов; при второй — весь объем работ распределяется между соответствующими структурами цеха и предприятия. В этом случае конструкторская подготовка чаще всего осуществляется в отделе главного конструктора, а технологическая — в цеховых бюро подготовки производства. На небольших предприятиях вся ТПП сосредоточивается в едином техническом отделе.
Эффективное выполнение всего комплекса работ по технической подготовке производства (ТПП) во многом зависит от качества ее планирования. При рациональном планировании производственный цикл почти всегда будет короче, а издержки производства — ниже. Основными плановыми показателями ТПП являются: объем работ по отдельным объектам новой техники, этапам ТПП и в целом по всему комплексу работ в натуральном или условнонатуральном измерении; объем работ в трудовом измерении (в нормо-часах); объем работ в сметной стоимости; календарные сроки выполнения каждого этапа и в целом всей ТПП; численность по категориям инженеров, служащих, рабочих и фонд их заработной платы; уровень загрузки (пропускная способность) подразделений опытно-экспериментального производства.
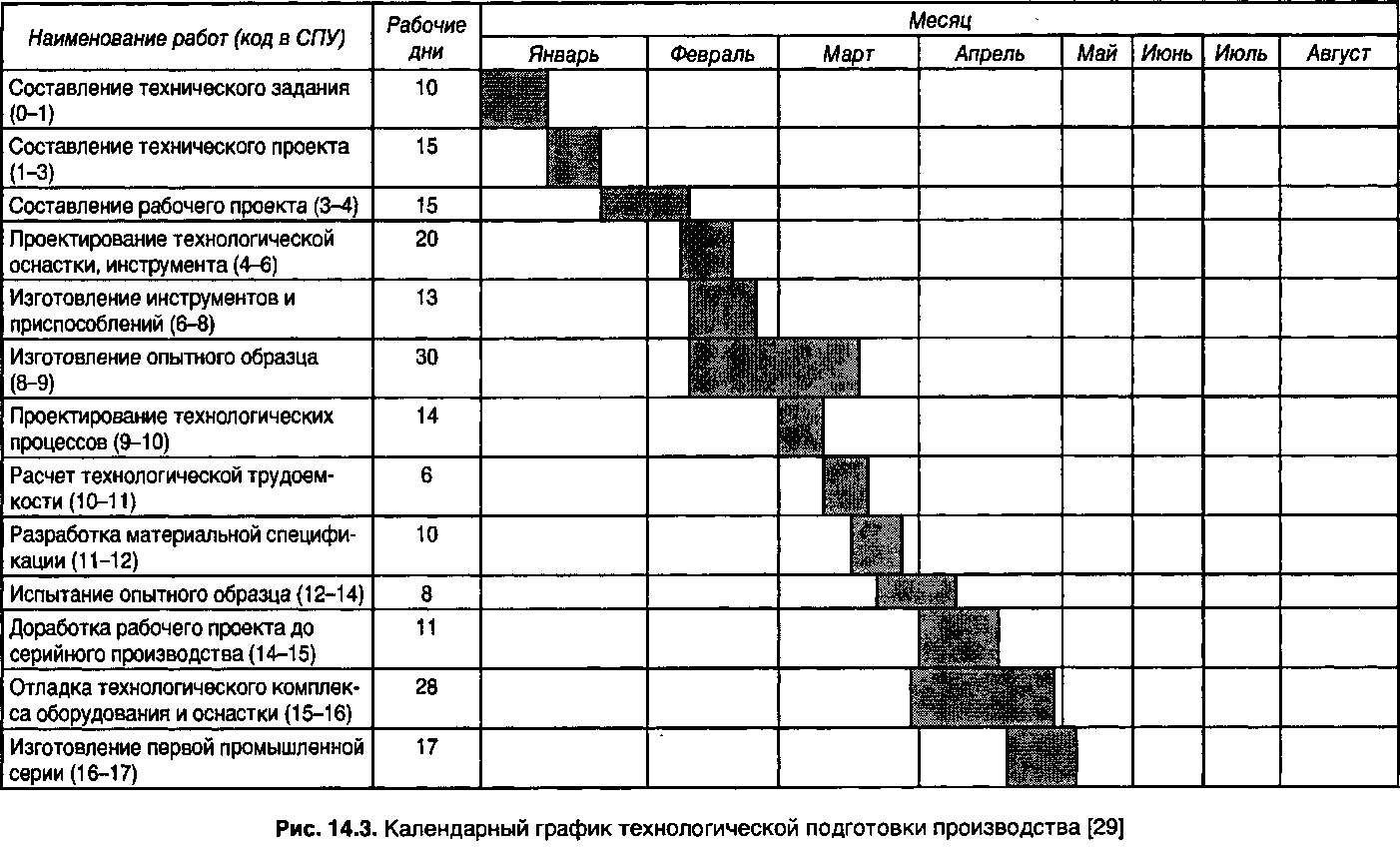
После определения продолжительности всех этапов технологической подготовки производства разрабатывается календарный план ее осуществления в форме линейного (ленточного) или сетевого графика. Линейные графики используются в основном при относительно небольших объемах и продолжительности соответствующих работ. Эти графики просты и наглядны (рис. 14.3).
Линейный календарный график технической подготовки производства строится обычно так, что стадии конструкторской подготовки производства выполняются последовательно, а технологической и плановой подготовки — параллельно. Это обусловлено тем, что каждая стадия конструкторской подготовки производства должна завершаться согласованием и утверждением ее заказчиком, и только после этого может быть качественно разработана следующая стадия.
Линейные графики технической подготовки производства кроме простоты и наглядности имеют и некоторые недостатки: трудность планирования по операциям, невозможность перестраивать график, нечетко регламентированные взаимосвязи выполнения работ отдельными органами и исполнителями.
При освоении сложных объектов современной техники планирование и управление разработками выполняются при помощи методов сетевого планирования и управления (СПУ), позволяющих оптимизировать процесс создания новой продукции как по времени, так и по стоимости. Такое управление основано на графическом изображении определенного комплекса работ, отражающем их логическую последовательность, взаимосвязь и длительность, с оптимизацией разработанного графика при помощи методов прикладной математики и вычислительной техники и использованием его для текущего руководства этими работами.
Схема планируемого процесса изображается в виде ориентированного графика, называемого сетевым или просто сетью (рис. 14.4.). График состоит из работ и событий. Работой называется тот или иной процесс (например, изготовление опытного образца изделия), а событием — момент завершения работы, в данном случае момент готовности образца, после которого должна начинаться следующая работа. При этом события обозначаются кружками, а работы — стрелками. Продолжительность работ обозначается числом дней или недель и наносится над стрелкой. Полный путь в сетевом графике — это любая непрерывная последовательность взаимозаменяемых событий и работ, ведущая от события (0) исходного графика к завершающему, последнему событию сетевого графика (17). Кроме полных путей (а их несколько) следует различать: путь от исходного события до какого-либо промежуточного события, например (5); путь, соединяющий данное промежуточное событие (5) с завершающим (17); путь между двумя событиями, из которых ни одно не является исходным или завершающим.
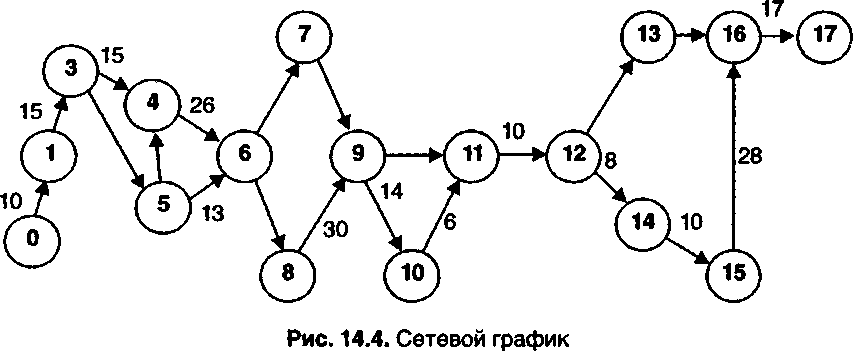
Среди полных путей (а их несколько) особое значение имеет критический путь. Продолжительность работ, лежащих на критическом пути, определяет общий цикл всего комплекса работ. Уменьшение длительности критического пути является основной задачей оптимизации планирования.
Сетевые графики имеют следующие преимущества:
- четкое регламентирование состава работ, последовательное их выполнение и взаимосвязь по исполнителям;
- наглядность взаимосвязи разных событий и работ и возможность быстрой перестройки графика в связи с отклонением от запланированных сроков;
- возможность учитывать динамику разработки и мнения разных специалистов;
- использование вероятностных нормативов для решений общей задачи.
От этапа планирования зависят выбор и использование нормативов (укрупненных или дифференцированных). Наиболее точными нормы должны быть на этапе оперативного планирования.
Нормативная база планирования работ по технической подготовке производства включает:
- выбор планово-учетных единиц по стадиям технической подготовки производства (комплект документации, макеты, деталь, техпроцессы и т.д.);
- нормативы количественных соотношений объемов работ на выполнение отдельных этапов, либо на конкретную работу;
- нормативы трудоемкости на этап или вид работы. Такие нормативы разрабатываются отраслевыми институтами и рекомендуются как типовые;
- нормативы длительности цикла на этап или вид работ по технической подготовке производства.
Система нормативов и их использование в организации и планировании технической подготовки производства представлена на рис. 14.5.
Следует подчеркнуть, что достижение высокой эффективности ТПП невозможно без учета требований Единой системы технологической подготовки производства (ЕСТПП). Принципиальная новизна ЕСТПП заключается в том, что в ней впервые была показана единая технологическая цепь "унификация и обеспечение технологичности изделий — разработка и применение типовых технологических процессов — разработка и применение переналаживаемых средств технологического оснащения — автоматизация производственных процессов и инженерного труда".

Применение ЕСТПП повышает уровень использования типовых и стандартных технологических процессов с 14 до 16%, стандартной переналаживаемой оснастки — с 20 до 80%, агрегатного переналаживаемого оборудования — с 1 до 10%, средств автоматизации производственных процессов и инженернотехнических работ — с 5 до 15%. ЕСТПП дает возможность сосредоточить усилия конструкторов, технологов и организаторов производства на решении главных задач развития техники и технологии производства; повысить гибкость производственных процессов к переналадке на выпуск техники новых поколений; сократить цикл технической подготовки производства и снизить затраты на ее проведение в 1,5—2 раза; повысить производительность труда исполнителей на 30—35% в мелкосерийном и на 10—15% в крупносерийном и массовом производстве; повысить технический уровень производства и улучшить качество изготавливаемой продукции в основном и вспомогательном производстве.