

Стат методы u_presentation
.pdfКлассификацияконтрольныхкарткарт
1. Контрольные карты для регулирования по количественным признакам
Контрольная карта x R
Контрольнаякарта~x R.
2. Контрольныекартыдлярегулированияпокачественныменным признакам
Контрольнаякартар(длядолидефектныхизделийделий))..
Контрольнаякартаpn (длячисладефектныхизделийизделий))..
Контрольнаякартас(длячисладефектов).
Контрольнаякартаu (длячисладефектов, приходящихсяиходящихся наединицуизделия).
3. Прочиевидыконтрольныхкарт
Контрольныекарты |
151151 |

Модуль2
Основыформированияиуправленияления качествомметаллопродукцииии
Раздел2
Статистическоерегулированиеание технологическогопроцессасса
Лекция10
Контрольнаякартадлявыборочногочного среднегоиразмаха
152152

Планлекции
Способ обработки предварительных данных.
Вычисление координат границ регулирования.
Построение контрольной карты.
Статистическое регулирование технологического процесса с помощью контрольной карты.
Вторичное установление границ регулирования.
Контрольнаякартадлявыборочного |
153153 |
среднегоиразмаха |
Контрольнаякарта x R
Способ обработки предварительных данных
Вычисляют координаты границ регулирования x :
верхняя граница регулирования |
ВГР x А2 |
|
|
, |
R |
||||
нижняяграницарегулирования |
НГР x A2 |
|
||
R |
||||
x x k
R R k
где x - среднеезначениевкаждойвыборке; R – размахзначенийвкаждойвыборке;
k – количествовыборок(обычно20-25);
A2 – коэффициент, зависящийотобъемавыборкииnn..
Контрольнаякартадлявыборочного |
154154 |
среднегоиразмаха |
Контрольнаякарта x R
Способ обработки предварительных данных
Вычисляют координаты границ регулирования R:
верхняя граница регулирования |
ВГР = D4 |
|
|
|
R |
||||
нижняяграницарегулирования |
НГР = D3 |
|
|
|
R |
||||
где D3, D4 представляютсобойкоэффициенты, зависящиесящиеотот объемавыборкиn.
Когдаn непревышает6, тоНГРконтрольнойкартыRR равнаравнанулюнулю
Контрольнаякартадлявыборочного |
155155 |
среднегоиразмаха |
Значениякоэффициентоввзависимостисимости отобъемавыборки
n |
A2 |
D3 |
D4 |
2 |
1,880 |
- |
3,267 |
3 |
1,023 |
- |
2,575 |
4 |
0,729 |
- |
2,282 |
5 |
0,577 |
- |
2,115 |
6 |
0,483 |
- |
2,004 |
7 |
0,419 |
0,076 |
1,924 |
8 |
0,373 |
0,136 |
1,864 |
9 |
0,337 |
0,184 |
1,816 |
10 |
0,308 |
0,223 |
1,777 |
Контрольнаякартадлявыборочного |
156156 |
среднегоиразмаха |

Листокданных x R
Тип:_____________________________ |
|
|
Предельные значения по чертежу |
|||||
|
|
|
|
|
|
|
|
30,018 мм |
№ контрольной карты______________ |
|
|
|
30,000 мм |
||||
x |
|
|
|
|
|
|
|
Объем выборки: n = 5 |
|
|
|
|
|
|
|
|
|
Технологический процесс___________ |
|
|
|
Период отбора: 1 раз в день |
||||
|
|
|
|
|
|
|
|
Единица измерения: 1/1000 мм |
Объект измерения: внутренний диаметр |
|
|
Измерительный инструмент: нутромер |
|||||
Лицо, ответственное за измерения: |
|
|
|
|
|
|||
№ выборки |
Х1 |
Х2 |
Х3 |
Х4 |
Х5 |
х |
|
R Примечание |
1 |
9 |
6 |
5 |
6 |
7 |
33 |
6,6 |
4 |
2 |
6 |
7 |
12 |
11 |
13 |
49 |
9,8 |
7 |
3 |
15 |
1 |
18 |
17 |
8 |
39 |
14,29 |
14 |
… |
|
|
|
|
|
|
|
|
25 |
8 |
6 |
11 |
4 |
7 |
36 |
7,2 |
7 |
Контрольнаякартадлявыборочного |
157157 |
среднегоиразмаха |
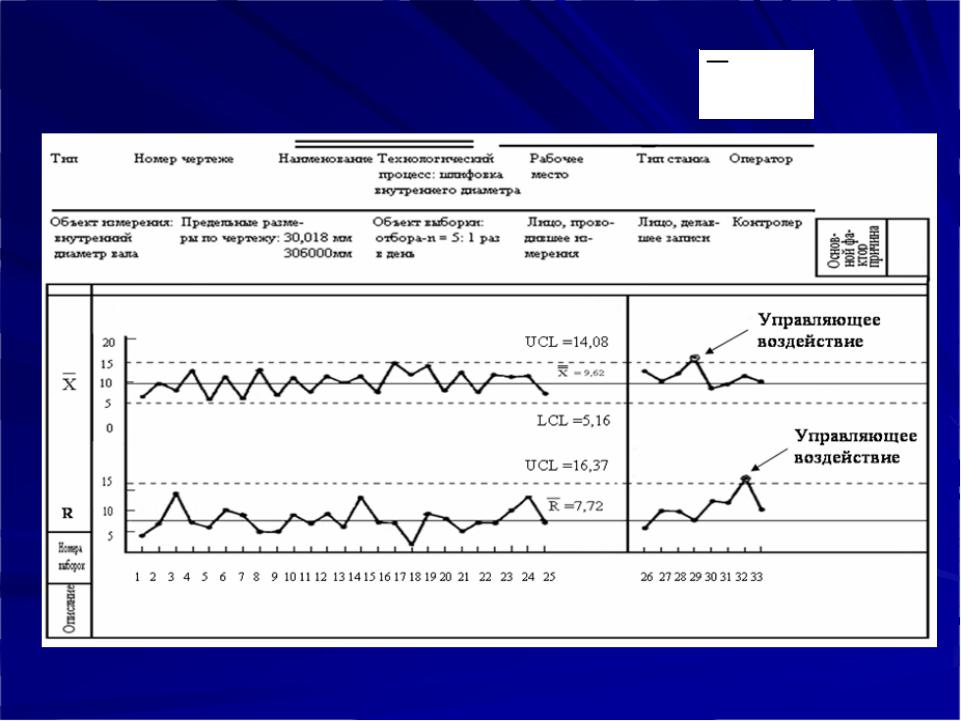
Контрольнаякарта x R
Контрольнаякартадлявыборочного |
158158 |
среднегоиразмаха |

Модуль2
Основыформированияиуправленияления качествомметаллопродукцииии
Раздел2
Статистическоерегулированиеание технологическогопроцессасса
Лекция11
Контрольнаякартадлядолидефектныхектных изделий
159159

Планлекции
 Способ обработки предварительных данных.
Способ обработки предварительных данных.
 Вычисление координат границ регулирования.
Вычисление координат границ регулирования.
Построение контрольной карты.
 Регулирование технологического процесса с помощью контрольной карты.
Регулирование технологического процесса с помощью контрольной карты. 
Контрольнаякартадлядоли |
160160 |
дефектныхизделий |