

Стат методы u_presentation
.pdfКонтрольнаякартаp
Способ обработки предварительных данных
Вычисляют координаты границ регулирования для р:
верхняя граница регулирования |
ВГР p A |
p 1 p |
||
|
|
|
|
|
нижняя граница регулирования |
НГР p A |
p 1- p |
||
p pn |
|
|
|
|
A=3/ n |
|
|
|
|
n |
|
|
|
|
|
|
|
|
|
Если объем выборки n неодинаков при каждом отборе, то долю дефектных изделий и границы для нее вычисляют каждый раз. Если значение НГР превращается в отрицательное число, то в этом случае НГР приравнивается к нулю
Контрольнаякартадлядоли |
161161 |
дефектныхизделий |
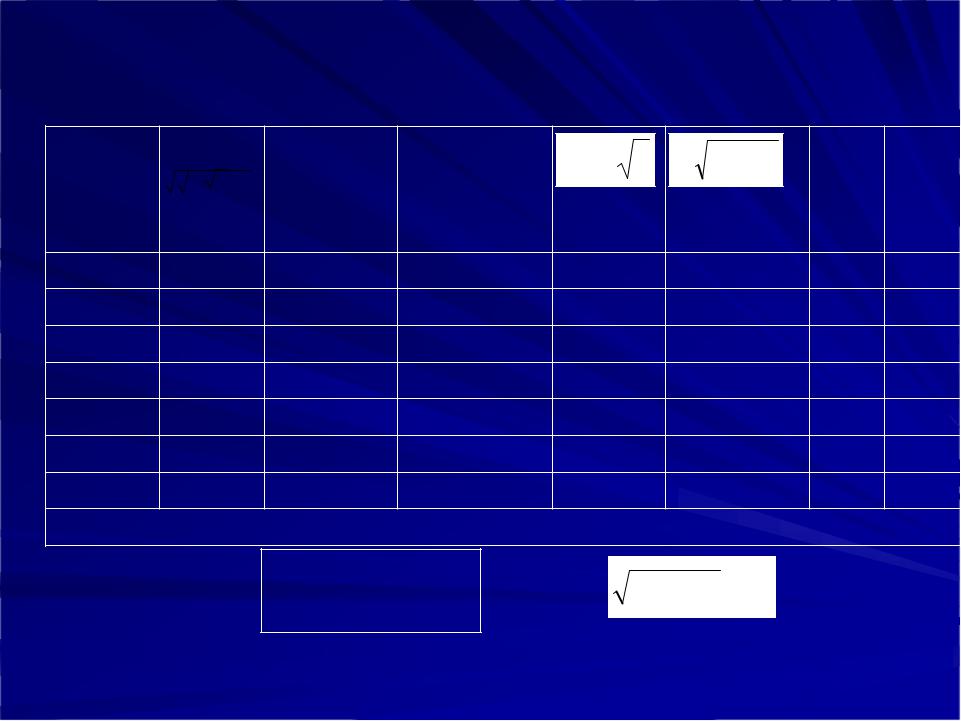
Листокданныхp
№ |
Объем |
|
|
Число |
Доля |
A=3 n |
A p1 p , |
ВГР, |
НГР, |
||
выборки |
выборки |
дефектных |
дефектных; |
% |
% |
||||||
|
Ap p1 1pn p 149 |
|
|
|
|
|
|
|
|||
|
= 3 |
|
|
|
|
|
|
|
|
|
|
k |
p |
nn |
|
|
|
2% |
изделий р (%) |
|
|
|
|
|
|
|
|
|
|
||||||
|
|
7452 изделий |
|
% |
|
|
|||||
|
|
|
|
|
|
pn |
|
|
|
|
|
1 |
|
100 |
|
|
2 |
2,0 |
0,300 |
4,2 |
6,2 |
- |
|
2 |
|
110 |
|
|
2 |
1,8 |
0,286 |
4,0 |
6,0 |
- |
|
3 |
|
100 |
|
|
1 |
1,0 |
0,300 |
4,2 |
6,2 |
- |
|
… |
|
|
|
|
|
|
|
|
|
|
|
24 |
|
113 |
|
|
3 |
2,7 |
0,289 |
4,0 |
6,0 |
- |
|
25 |
|
870 |
|
|
20 |
2,3 |
0,102 |
1,4 |
3,4 |
0,6 |
|
Всего |
n=7452 |
|
|
pn= =149 |
|
|
|
|
|
||
|
|
|
|
% |
|
|
|
|
|
p |
pn |
149 |
2% |
p 1 p 14 |
|
||||
|
n |
7452 |
|
|
Контрольнаякартадлядоли |
162162 |
дефектныхизделий |

Контрольнаякартаp
Контрольнаякартадлядоли |
163163 |
дефектныхизделий |

Модуль2
Основыформированияиуправленияления качествомметаллопродукцииии
Раздел2
Статистическоерегулированиеание технологическогопроцессасса
Лекция12
Рассмотрениепоказанийконтрольныхльных карт
164164

Планлекции
 Общая классификация случаев, когда приходится принимать решения в отношении отклонений, возникающих в ходе технологического процесса.
Общая классификация случаев, когда приходится принимать решения в отношении отклонений, возникающих в ходе технологического процесса.
 Анализ технологических процессов на основании показаний контрольных карт.
Анализ технологических процессов на основании показаний контрольных карт.
Рассмотрениепоказаний |
165165 |
контрольныхкарт |
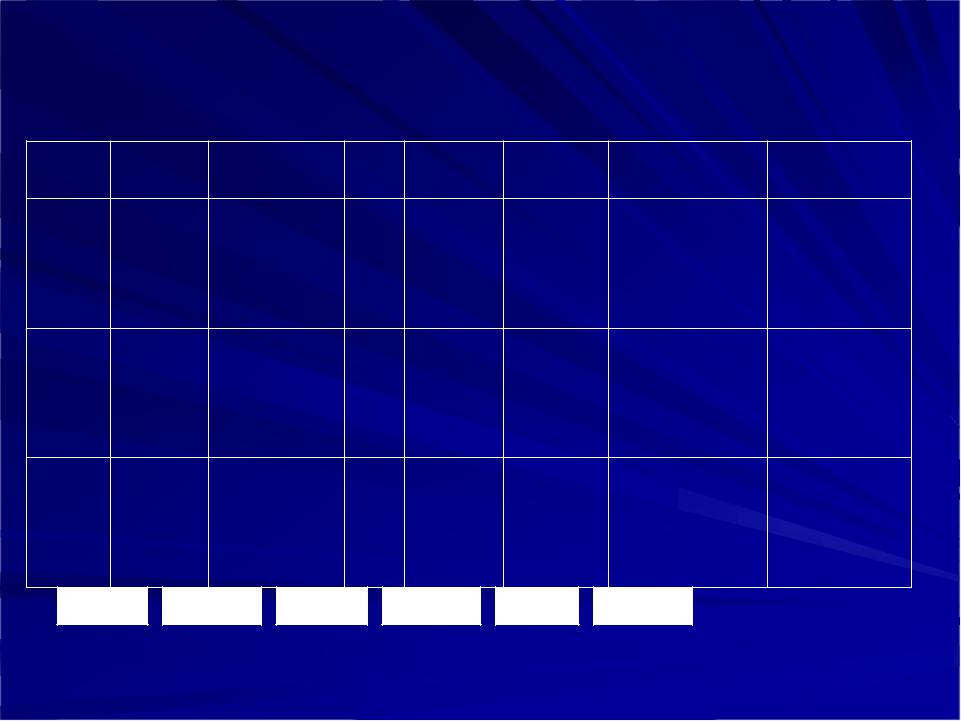
Анализтехнологическихпроцессовнаоснованиисновании контрольныхкарт
№ |
Марка |
|
|
|
|
|
R |
№ групп |
|
Марка |
|
|
R |
|||||
групп k |
сырья |
|
|
|
|
|
|
|
k |
|
сырья |
|
|
|
||||
1 |
Аx |
|
56,6 |
3,0 |
16 |
|
А |
55,1 |
2,5 |
|||||||||
2 |
В |
|
50,5 |
5,1 |
17 |
|
А |
54,5 |
6,8 |
|||||||||
3 |
А |
|
55,3 |
4,3 |
18 |
|
В |
51,1 |
3,4 |
|||||||||
4 |
В |
|
49,0 |
6,5 |
19 |
|
В |
50,5 |
4,5 |
|||||||||
5 |
А |
|
52,5 |
4,9 |
20 |
|
В |
51,5 |
4,2 |
|||||||||
6 |
А |
|
54,1 |
6,5 |
21 |
|
В |
49,0 |
5,1 |
|||||||||
7 |
В |
|
51,3 |
6,1 |
22 |
|
В |
53,5 |
2,4 |
|||||||||
8 |
В |
|
49,5 |
2,6 |
23 |
|
А |
57,1 |
3,0 |
|||||||||
9 |
В |
|
52,5 |
6,1 |
24 |
|
А |
53,5 |
4,0 |
|||||||||
10 |
А |
|
57,4 |
5,4 |
25 |
|
В |
54,5 |
4,5 |
|||||||||
11 |
А |
|
58,3 |
7,0 |
Всего |
|
|
1331,6 |
122,9 |
|||||||||
12 |
А |
|
53,5 |
7,6 |
|
|
|
|
|
|
||||||||
13 |
В |
|
54,5 |
6,4 |
|
|
|
|
|
|
||||||||
14 |
В |
|
50,1 |
7,3 |
|
|
|
|
|
|
||||||||
15 |
А |
|
56,2 |
3,4 |
|
|
|
|
|
|
||||||||
|
|
53,26 |
|
|
55,25 |
|
|
B 51,32 |
|
|
4 ,92 |
|
A 4,89 |
|
B 4,95 kA = 12 |
|
||
|
x |
x |
A |
|
x |
|
R |
R |
R |
kВ = 13 |
||||||||
Рассмотрениепоказаний |
166166 |
контрольныхкарт |
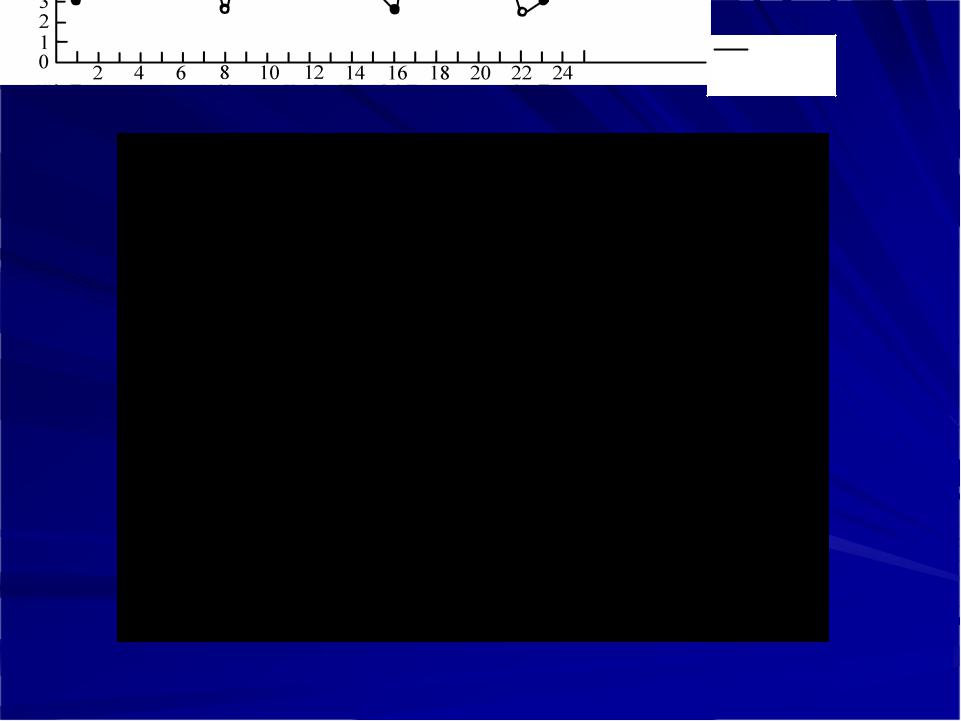
Контрольнаякарта X R
Рассмотрениепоказаний |
167167 |
контрольныхкарт |
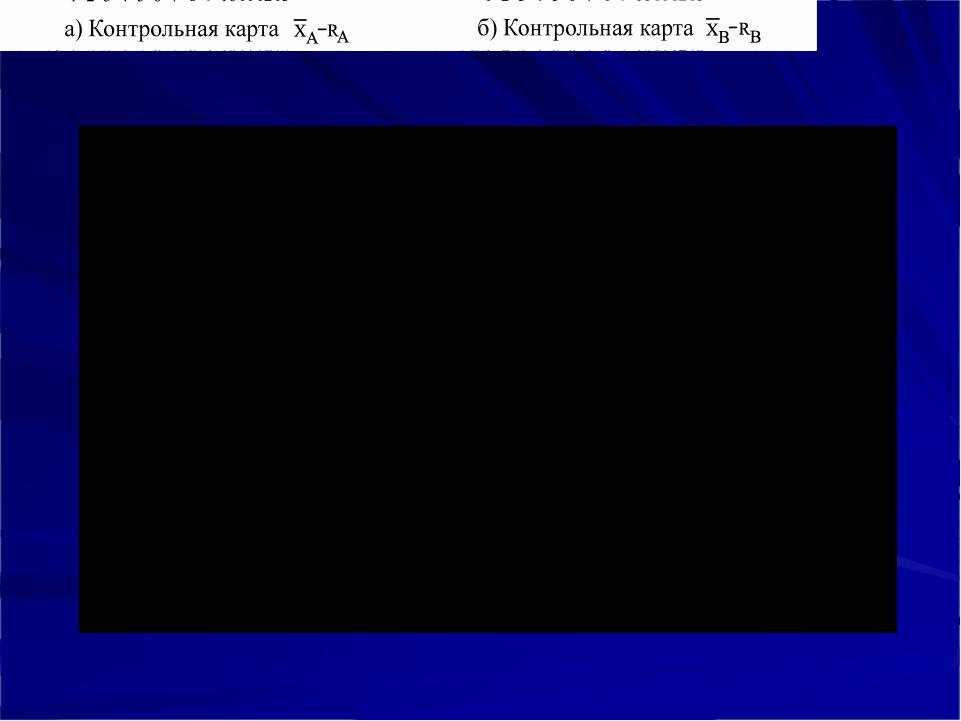
Контрольныекарты, составленныепослойнопослойно
Рассмотрениепоказаний |
168168 |
контрольныхкарт |

Модуль2
Основыформированияиуправленияления качествомметаллопродукцииии
Раздел2
Статистическоерегулированиеание технологическогопроцессасса
Лекция13
Общиепонятияоконтролее
169169

Планлекции
 Задачи контроля.
Задачи контроля.
 Сплошной и выборочный контроль.
Сплошной и выборочный контроль.
 Виды выборочного контроля, применяемые в развитых промышленных странах.
Виды выборочного контроля, применяемые в развитых промышленных странах.
 Риск поставщика и риск потребителя.
Риск поставщика и риск потребителя.
Общиепонятияоконтроле |
170170 |