3.3. Методы и приборы для измерения линейных размеров при восстановлении деталей автомобилей
3.3.1. Общие сведения. Классификация способов измерений и используемых приборов
Измерения линейных величин (линейные измерения) являются наиболее распространенной областью измерений в науке и технике. С их помощью в очень широких пределах определяются пространственные размеры. Линейные измерения являются составной частью технических измерений, при которых определяются размеры изделий или отдельных его элементов, расстояния между точками, линиями, поверхностями. Такие измерения отличаются большим разнообразием, так, например, кроме обычных измерений линейных размеров (длины, ширины, высоты), производят измерения наружных и внутренних диаметров, глубины отверстий, параметров резьб и зубчатых зацеплений, толщины тонких пленок и покрытий, шероховатости поверхности и т.д. Все это производится в разных диапазонах измеряемых значений и с разной точностью.
Методы измерений линейных размеров делятся на разностные (сравнения) и непосредственные. При методе сравнения измеряется разность между измеряемым размером и значением меры длины, а при непосредственной оценке измеряемый размер определяется по шкале измерительного инструмента или прибора. При этом различают контактные и бесконтактные методы измерений. Контактные характеризуются контактом элемента измерительного прибора с изделием (измерение штангенциркулем, микрометром, оптиметром и др.). Контакт с изделием может быть поверхностным, линейным и точечным.
При линейных измерениях применяются механические инструменты и измерительные приборы, оптико-механические, оптические, пневматические, электрические и другие измерительные приборы и устройства.
Отсюда возникают особые требования к линейным измерениям, так как при этом необходимо измерять малые линейные размеры и в разных условиях.
Измерение малых линейных размеров– тонких пленок, покрытий, отклонений от плоскостности, шероховатости поверхности производят разнообразными методами и приборами, позволяющими измерять как доли миллиметра, так и доли микрометра. При этом широко используются измерительные микроскопы, интерферометры, разные оптико-механические приборы и другие устройства [3].
Из всего многообразия линейных измерений в данном разделе рассматриваются вопросы, определяемые программой курса.
3.3.2. Штангенинструменты и микрометрические инструменты
Штангенинструменты и микрометрические инструменты – наиболее распространенные измерительные средства общего назначения.
К штангенинструментам относятся: штангенциркуль (рис. 3,а) – для измерения наружных и внутренних размеров; штангенглубиномер (рис. 3,б) – для измерения глубины отверстий, пазов, расстояний между плоскостями; штангенрейсмас – для разметки и измерения высоты изделий (рис. 3,в). Все виды штангенинструмента имеют штангу, на которой нанесена основная шкала (миллиметровые деления), и отсчетное устройство с нониусом.

Рис. 3. Штангенинструмент:
а — штангенциркуль: 1 – неподвижные измерительные губки; 2 – подвижные измерительные губки; 3 – подвижная рамка; 4 – зажим рамки; 5 – рамка микрометрической подачи; 6 – зажим рамки микрометрической подачи; 7 – штанга с миллиметровыми делениями; 8 – гайка и винт микрометрической подачи рамки; 9 – нониус;
б – штангенглубиномер: 1 – основание; 2 – зажим рамки; 3 – рамка; 4 – зажим рамки микрометрической подачи; 5 – рамка микрометрической подачи; 6 – штанга; 7 – гайка и винт микрометрической подачи; 8 – нониус;
в – штангенрейсмас: 1 – основание; 2 – измерительная ножка; 3 – разметочная ножка; 4 – рамка; 5 – нониус; 6 – винт и гайка микрометрической подачи; 7 – штанга; 8 – рамка микрометрической подачи; 9 – зажим рамки микрометрической подачи; 10 – зажим подвижной рамки
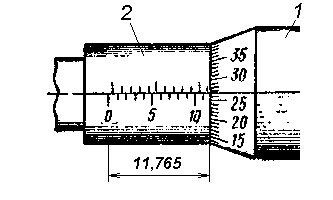
Нониус – отсчетное приспособление в виде дополнительной линейки со шкалой, позволяющей производить отсчет дробных долей (0,1 и 0,05 мм), интервала делений основной шкалы. Примеры чтения показаний на штангенинструментах с величиной отсчета по нониусу 0,05 мм изображены на рис. 4. Микрометрические инструменты подразделяются на микрометры гладкие – для измерения наружных размеров изделий; нутромеры микрометрические – для измерения внутренних размеров; глубиномеры микрометрические; специальные микрометры – листовые, трубные, резьбовые, зубомерные и др. Все эти инструменты основаны на использовании микровинтовой пары и преобразовании вращательного движения в поступательное. Поэтому у микрометрических инструментов имеются связанные между собой отсчетные устройства вращательного и поступательного движений микровинта, состоящие из двух шкал – продольной 1и круговой2(рис. 5). Продольная шкала имеет два ряда штрихов (обычно с интервалом деления 1 мм), сдвинутые относительно друг друга на 0,5 мм; в результате образуется одна продольная шкала с ценой деления 8,5 мм, равной шагу микровинта. Круговая шкала имеет обычно цену деления 0,01 мм. Для создания определенного измерительного усилия микрометры снабжены стабилизатором усилий в виде трещотки.
|
|
|
|
Рис. 4. Примеры чтения показаний на штангенинструментах (по нониусу 0,05 мм): 1 – штанга; 2 – нониус |
Рис. 5. Отсчетное устройство микрометрических инструментов |