

3.4. Методы измерения углов для оценки качества восстановления привалочных плоскостей базовых деталей агрегатов автомобилей
3.4.1. Классификация измерения угловых величин
Измерение углов так же, как и линейных размеров, является распространенным видом технических измерений. При этом используются разнообразные методы. При методе сравненияс жесткими одномерными образцовыми угловыми мерами определяют значения отклонения измеряемого угла от угловой меры [4].
При тригонометрическомметоде определяют углы косвенно, измерением линейных величин и использованием тригонометрических функций.
При гониометрическомили методе непосредственного измерения определяют углы прибором, имеющим угломерную шкалу.
Интерференционныйметод применяется при высокоточных измерениях (например, при калибровке эталонных многогранников). Предельная погрешность результата измерений угла равна0,2". Метод имеет узкую область применения.
При измерении углов пользуются угловыми градусами,минутами,секундами, а также (при измерении наклонов плоскостей и клиньев)промилле(мм/м). Так, например, прямоугольный треугольник с катетами 1 м и 0,01 мм имеет один из углов 2", т.е. наклон линии к горизонтали в 2" соответствует уклону 0,01 мм/м.
Углы конусов характеризуются конусностью: отношением разности диаметров в двух поперечных сечениях к расстоянию между сечениями.
3.4.2. Сравнительный метод измерения углов
Измерение углов этим методом производится сравнением контролируемых углов с угловыми мерами – угольниками и угловыми шаблонами (ГОСТ 2875). Для отсчета разности углов используются световая щель, отсчетное устройство рычажно-механических приборов и пятна краски при припасовке. Оценка угла по световой щели (просвету) между сторонами измеряемого угла и угловой меры ведется после установления значения наибольшего просвета. Так, например, на рис. 23,апоказано измерение угла изделияUс помощью угольникаY. Изображено два варианта, когда угол изделия больше и меньше прямого углаугольникаY. Отклонение угла изделия от угла угольника определяется по отношению просветак длине стороныН.
Просветы со значением до 30 мкм устанавливаются по образцам просвета, а свыше 30 мкм – с помощью щупов. Образцы просвета образуются из микрометрового набора концевых мер, доведенного бруска с широкой рабочей поверхностью и лекальной линейки (рис. 23,б).
При оценке разности углов по размеру светового просвета погрешность измерения зависит от длины образующей угла Ни от метода измерения; например, при измерении с помощью образца просвета иН= 10…200 мм получают предельную разность углов образцовой меры и измеряемого изделия соответственно от ±40 до ±2".
Просвет можно определять с помощью отсчетного прибора. На рис. 23,впоказано измерение угла изделияUс помощью призматической угловой плиткиY, имеющей угол. Отклонение от углаопределяется по значению, измеренному отсчетным прибором (ОП).
Контроль углов методом сравнения производят также по заранее изготовленным угловым шаблонам: изделия в процессе изготовления подгоняются и контролируются по шаблону без просвета, или с местными просветами, величина которых нормируется по ширине и длине. В некоторых случаях для контроля применяют предельные шаблоны, рабочие углы у которых отличаются друг от друга на величину поля допуска угла изделия.
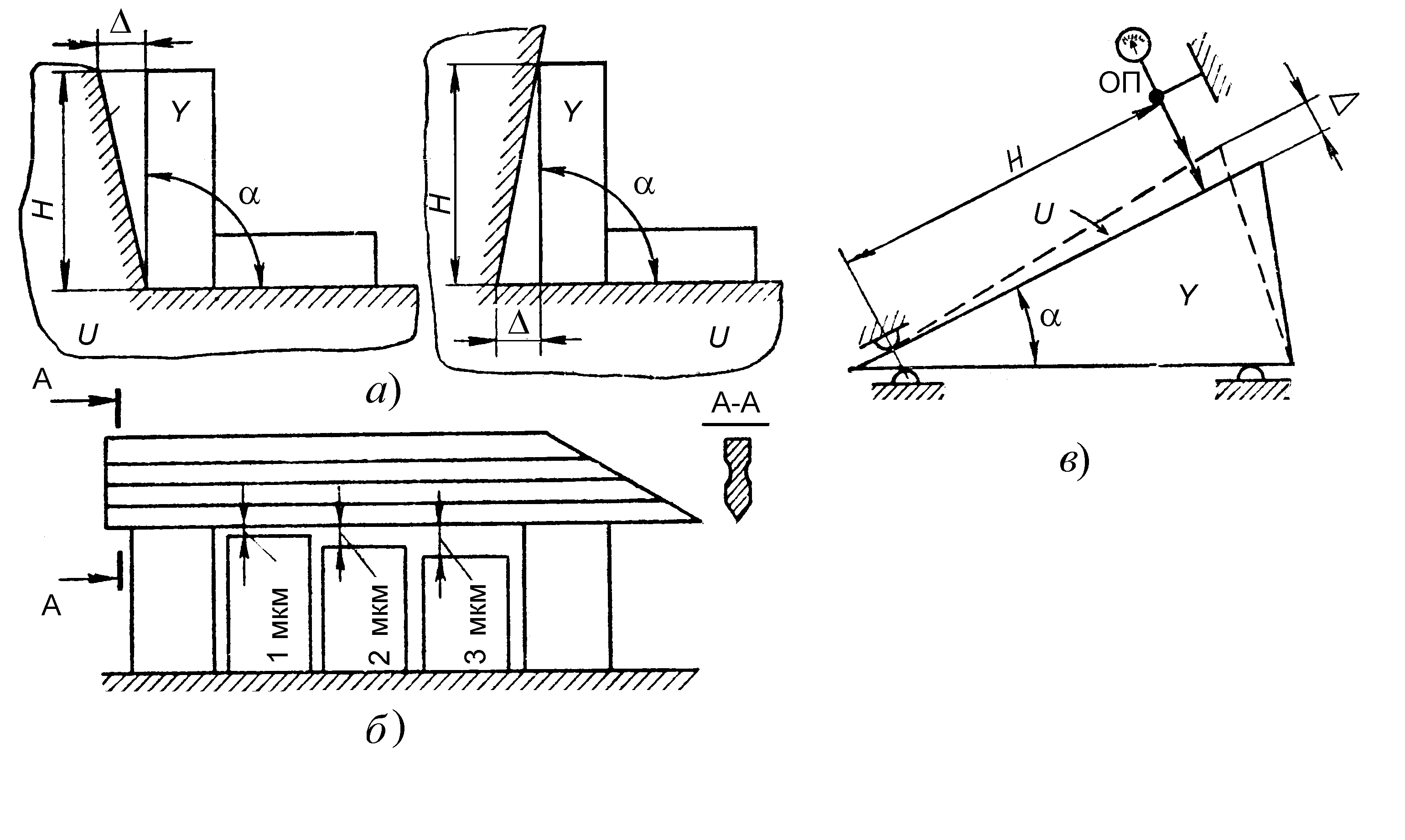
Рис. 23. Изменение углов методом сравнения по световому просвету:
а – с помощью угольника; б – образцы просвета; в – с помощью отсчетного прибора
Контроль углов конических изделий осуществляют с помощью калибров, выполненных в виде конических пробок и втулок. Они имеют идентичные формы и размеры, сопрягаемые с контролируемыми изделиями. Угол контролируется припаcовкой калибра к детали: на калибр наносится тонкий слой специальной краски, калибр вводят в измеряемую коническую поверхность и поворачивают их друг относительно друга. Годность изделия определяется по степени равномерности растертого слоя краски по всей конической поверхности изделия. При припасовке по краске предельная разность углов калибра и измеряемого изделия при протяженности контакта 20…200 мм равна соответственно от ±140 до 14". Аналогично проверяют углы и наружных конусных изделий.