

Лабораторный практикум
.pdfФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
Федеральное государственное образовательное учреждение высшего профессионального образования
«Сибирский федеральный университет» (СФУ)
ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
В. Е. Авраменко, Е. Г. Зеленкова
ОСНОВЫ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
лабораторный практикум
Красноярск 2007

УДК 621.002(076) А 21
Авраменко, В. Е.
А 21 Основы технологии машиностроения: лабораторный практикум / В. Е. Авраменко, Е. Г. Зеленкова. – Красноярск: ПИ СФУ, 2007. – 96 с.
Приведены методические указания к выполнению лабораторных работ и практических занятий.
Для студентов дневного, заочного отделения специальностей 151001.65 «Технология машиностроения», 151002.65 «Металлообрабатывающие станки и комплексы» и направлений подготовки бакалавров и магистров 150900.62, 150900.68 «Технология, оборудование и автоматизация машиностроительных производств», 151900.62, 151900.68 «Кон- структорско-технологическое обеспечение машиностроительных производств», 230100.62, 230100.68 «Информатика и вычислительная техника», 150100.62 «Материаловедение и технологии материалов», 221700.62 «Стандартизация и метрология».
2

ВВЕДЕНИЕ
Цель выполнения лабораторных работ по курсу "Основы технологии машиностроения" закрепление теоретических знаний курса; освоение инженерных методик и приобретение практических навыков анализа, расчета и проектирования технологических процессов; практическое освоение технологических методов сборки и механической обработки деталей машин; приобретение навыков экспериментальной работы; овладение методикой обработки экспериментальных данных.
Перечень лабораторных работ, выполняемых студентами по курсу "Основы технологии машиностроения"
Раздел рабочей про- |
Наименование и номер лабораторной ра- |
Объем, |
|
граммы дисциплины |
|
боты |
ч. |
|
|
|
|
1.3. Машина – объект |
1. |
Анализ машины как объекта производства |
2 |
производства |
|
|
|
1.6. Общие положения о |
2. |
Разработка схем базирования |
2 |
размерных связях |
|
|
|
1.6.1. Основы базирова- |
3. |
Обоснование схемы базирования |
2 |
ния |
|
|
|
1.6.2. Теория размерного |
4. |
Обеспечение точности сборки методом |
4 |
анализа |
неполной взаимозаменяемости |
|
|
|
5. |
Размерный анализ узла и разработка |
4 |
|
технологического процесса сборки |
|
|
1.9. Формирование тре- |
6. |
Определение жесткости токарного стан- |
|
буемых свойств матери- |
ка методом статического нагружения. Ма- |
|
|
ала и размерных связей |
тематическая обработка результатов |
|
|
детали в процессе ее из- |
наблюдений методом наименьших квадра- |
|
|
готовления |
тов |
4 |
|
|
7. |
Определение жесткости производствен- |
|
|
ным методом |
2 |
|
1.9.2. Достижение требу- |
8. |
Влияние упругих деформаций техноло- |
|
емой точности размеров |
гической системы на точность обработки. |
|
|
геометрической формы и |
9. |
Определение погрешности настройки |
2 |
относительного положе- |
станка |
|
|
ния поверхностей в про- |
10. Исследование размерного износа ре- |
2 |
|
цессе обработки |
жущего инструмента. |
|
|
|
11. Исследование тепловых деформаций |
2 |
|
|
режущего инструмента |
|
|
|
12. Расчет точности обработки. |
2 |
|
|
|
|
2 |
3
Лабораторная работа № 1
АНАЛИЗ МАШИНЫ КАК ОБЪЕКТА ПРОИЗВОДСТВА
Цель работы: приобретение практических навыков в определении служебного назначения изделия, анализа функций поверхностей деталей.
Краткие теоретические сведения
Анализ функций поверхностей [1] проводится на основе следующих определений:
исполнительные поверхности – поверхности, при помощи которых деталь выполняет свое служебное назначение;
основные базы – поверхности, при помощи которых определяется положение данной детали в изделии;
вспомогательные базы – поверхности, при помощи которых определяется положение деталей, присоединяемых к данной детали;
свободные поверхности – поверхности, не соприкасающиеся с поверхностями других деталей.
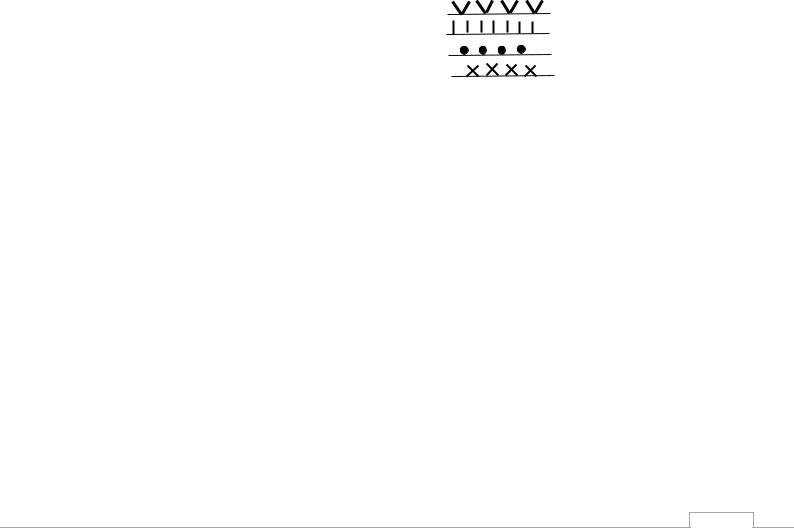
При анализе функций поверхностей используют следующие условные обозначения:
исполнительные поверхности – основные базы – вспомогательные базы – свободные поверхности –
Пример анализа функций поверхностей показан на рис. 1.1.
Вслучае неизменного положения твердого тела (детали) при наложении геометрических, связей тело лишается трех перемещений вдоль осей OX, OY, OZ и трех поворотов вокруг этих осей. Для обеспечения неподвижности твердого тела в системе OXYZ необходимо и достаточно наложения шести связей, лишающих тело движения в шести направлениях. Эти шесть связей создаются контактом соединяемых тел в шести точках (правило шести точек).
При идеализации формы поверхностей считается, что осуществление необходимых связей достигаются контактом тел по поверхностям. Наличие реальных связей символизируется опорными точками, имеющими теоретический характер.
Вслучае движения твердого тела связями обеспечивается заданное положение его в системе OXYZ в каждый рассматриваемый момент времени,
4
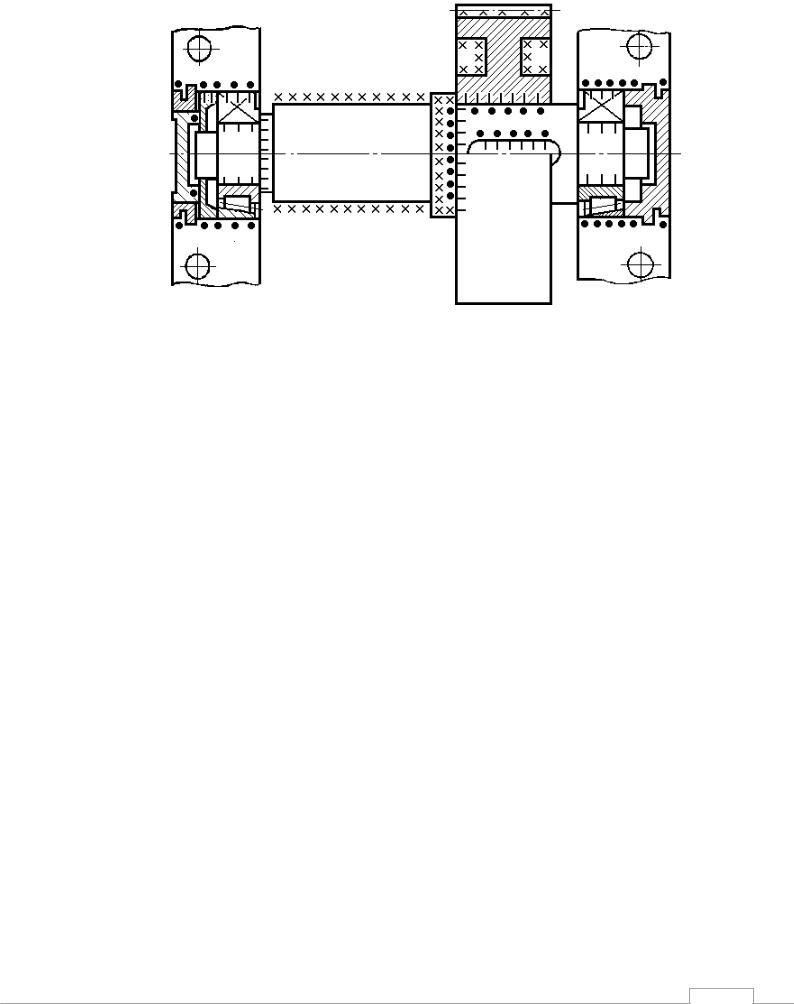
Рис. 1.1. Пример анализа функций поверхностей
Жесткая связь системы O1X1Y1Z1 с телом дает возможность отнести связи, налагаемые на тело, к системе O1X1Y1Z1.
При рассмотрении вопросов базирования целесообразно координатные плоскости системы O1X1Y1Z1 строить на базах тела таким образом, чтобы одна из них, принимаемая за начало отсчета (рекомендуется X1O1Y1), была лишена одного перемещения и двух поворотов, другая (X1O1Z1) была перпендикулярна к X1O1Y1 и лишена одного перемещения и одного поворота, третья (X1O1Z1)- перпендикулярна X1O1Y1 и X1O1Z1 и лишена одного перемещения.
Следует иметь в виду, что в зависимости от характера и условий решаемой задачи координатные плоскости системы O1X1Y1Z1:
либо представляются мысленно (когда требуется определить положение тела, используя его центр, оси поверхностей и плоскости симметрии);
либо материализуются точками контакта или непосредственно поверхностями тела, используемыми в качестве баз. Материализация координатных плоскостей точками контакта исходит из физической сущности сопряжения по поверхностям, имеющим отклонения от идеальных. Положение тела устанавливаемого на реальные поверхности определяется через координаты точек контакта, возникающих на базах.
На рис. 1.2 приведен пример построения систем координат O1X1Y1Z1 комбинированным способом, когда положение детали определяется по ее оси с учетом контакта тел по реальным поверхностям.
5
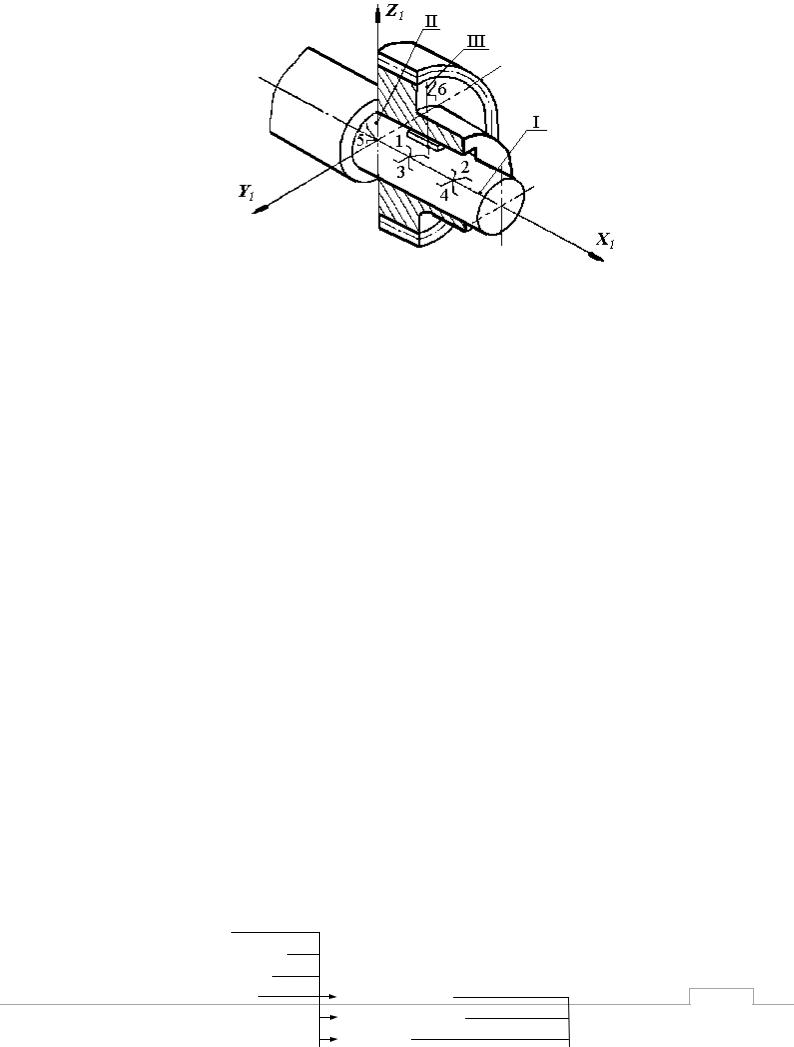
Рис. 1.2. Построение системы координат комбинированным способом: I – основная двойная направляющая скрытая база; II – основная опорная явная база; III – основная опорная явная база
Порядок выполнения работы
1. Сформулировать служебное назначение изделия (сборочной едини-
цы):
дать общую формулировку задачи, для решения которой предназначено изделие;
привести количественные характеристики, в максимальной степени уточняющие и конкретизирующие эту задачу.
2.Выявить основные сборочные единицы, входящие в изделие.
3.Провести анализ функций, выполняемых поверхностями деталей при выполнении ими своего служебного назначения.
4.Провести анализ геометрических и кинематических связей, определяющих требуемое положение или движение деталей относительно выбранной системы координат.
5.Построить координатные плоскости системы O1X1Y1Z1 жестко связанной с деталью.
6.Построить теоретическую схему базирования, т. е. показать расположение опорных точек на базах детали, указывающих связи детали с избранной системой координат.
7.Провести анализ баз деталей по следующим классификационным признакам [6]:
А. По назначению
Конструкторская
а) основная
6

б) вспомогательная |
Б. По лишаемым степеням |
|
Технологическая |
Свободы |
|
Измерительная |
Установочная |
|
|
Направляющая |
В. По характеру |
|
Опорная |
проявления |
|
Двойная направляющая |
Скрытая |
|
Двойная опорная |
Явная |
8. Дать полные наименования баз каждой детали (рис. 1.1).
Содержание отчета
1.Наименование работы.
2.Цель работы.
3.Формулировка служебного назначения изделия.
4.Анализ функций, выполняемых различными поверхностями основных деталей изделия. Разрез узла с условными обозначениями поверхностей, выполняющих определенные функции.
5.Эскизы основных сборочных единиц (комплектов, подузлов).
6.Координатные плоскости системы O1X1Y1Z1, жестко связанной с деталью (для деталей трех основных конструктивных типов)
7.Теоретические схемы базирования деталей в изделии указанию преподавателя). Полные наименования баз для каждой базирования.
Контрольные вопросы
1. Что понимается под служебным назначением машины?
2. Дать определение основных сборочных единиц.
3. Характеристика поверхностей детали по выполняемым ими функци-
ям.
4.Правило шести точек.
5.Основные принципы построения системы координат, четко связанной с деталью. Распределение функций координатных плоскостей.
6.Виды баз: по назначению, по лишаемым степеням свободы, характеру проявления.
7.Структура полного наименования базы
Литература: [1, 2, 4, 8, 9].
7
Лабораторная работа № 2
РАЗРАБОТКА СХЕМ БАЗИРОВАНИЯ
Цель работы: приобретение практических навыков в разработке схем базирования для различных деталей при их обработке на станках.
Краткие теоретические сведения
Полное наименование баз приводится по ГОСТ 21495–76 в соответствии
стремя классификационными признаками:
-по назначению;
-по лишаемым степеням свободы;
-по характеру проявления.
Примеры полных наименований: "Основная установочная явная база", "Технологическая направляющая скрытая база".
Все опорные точки на схеме базирования показать условными знаками (рис. 2.1) и пронумеровать порядковыми номерами, начиная с базы, на которой располагается наибольшее количество опорных точек.
а |
б |
Рис 2.1. Условные обозначения опорных точек а – вид спереди и сбоку; б – вид сверху
При наложении в какой-нибудь проекции одной опорной точки на другую, указывают одну точку и около нее проставляют номера совмещенных точек (рис. 2.2). Число проекций заготовки или изделия на схеме базирования должно быть достаточным для четкого представления о размещении опорных точек.
8
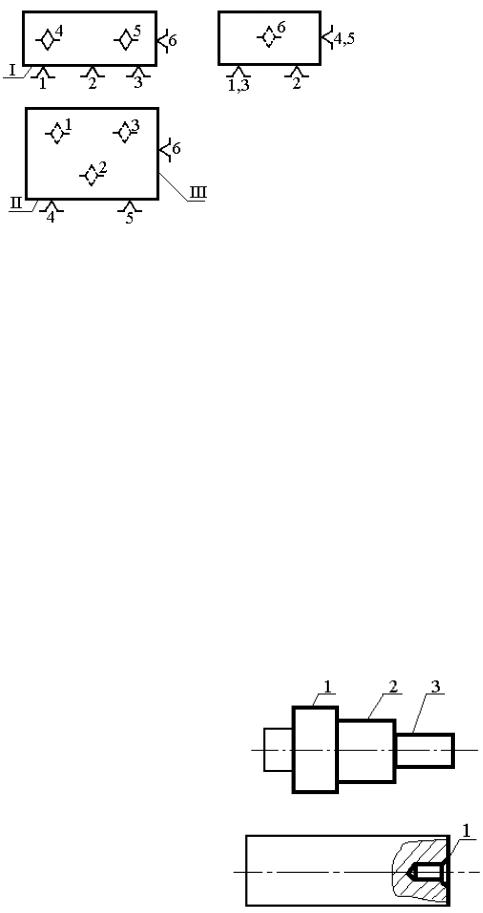
Рис. 2.2. Схема базирования призматической детали I, П, Ш – базы детали; 1–6 – опорные точки
Порядок выполнения работы
1.Разработать схемы базирования для операций по вариантам заданий, приведенным в табл. 2.1.
2.Выявить комплект баз (совокупность трех баз, образующих систему координат заготовки или изделия), необходимый для решения поставленной задачи обработки.
3.Привести полное наименование каждой базы
4.Вычертить теоретическую схему базирования (схему расположения опорных точек на базах заготовки или изделия по ГОСТ 21495–76).
|
|
Таблица 2.1 |
|
|||
|
|
|
|
|
|
|
|
Номер |
Содержание операции |
|
|
|
|
|
вариан- |
|
Эскиз детали |
|
|
|
|
та |
|
|
|
|
|
|
1 |
Обточить наружные цилиндриче- |
|
|
|
|
|
|
ские поверхности ступенчатого ва- |
|
|
|
|
|
|
ла, подрезать торцы. Обеспечить |
|
|
|
|
|
|
соосность ступеней 1, 2, 3 и перпен- |
|
|
|
|
|
|
дикулярность торцев оси вала |
|
|
|
|
|
|
|
|
|
|
|
|
2 |
Зацентровать заготовку, подре- |
|
|
|
|
|
|
зать торец 1. Обеспечить соос- |
|
|
|
|
|
|
ность центрового отверстия, и |
|
|
|
|
|
|
наружного диаметра |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
9 |
|
|
|
|
|
|
|
||
Продолжение табл. 2.1
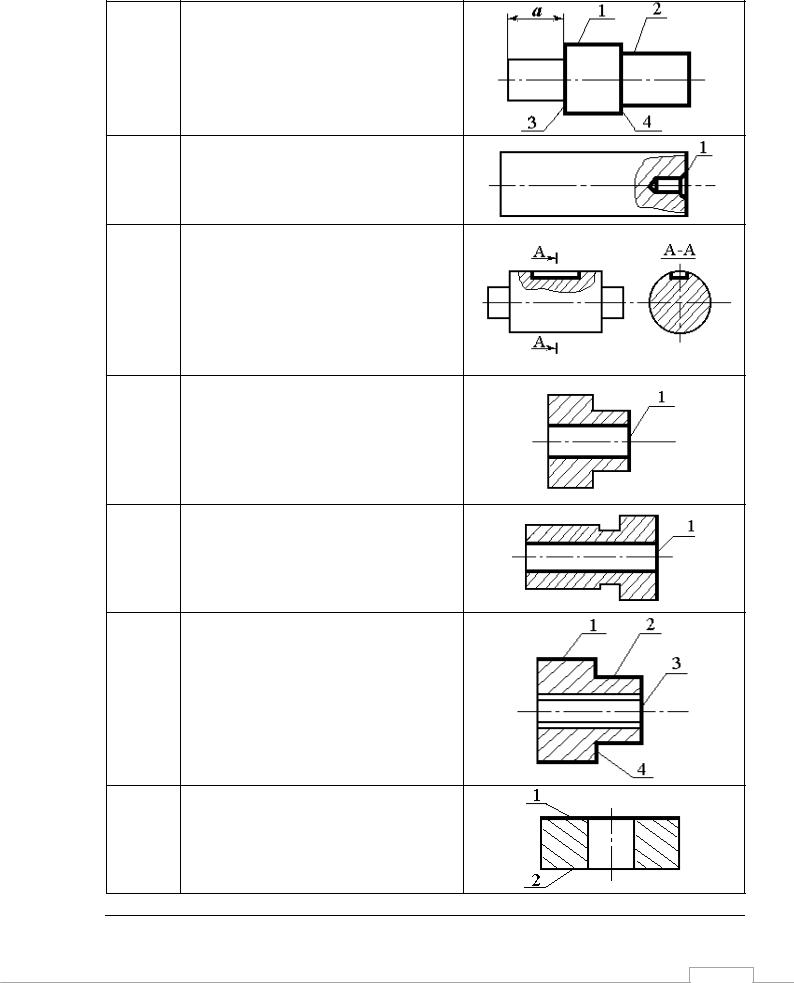
3Обточить ступени вала 1, 2, подрезать торцы 3, 4. Выдержать соосность ступеней, перпендикулярность торцов оси и размер а
Подрезать торец 1. Зацентровать
4заготовку с одной стороны
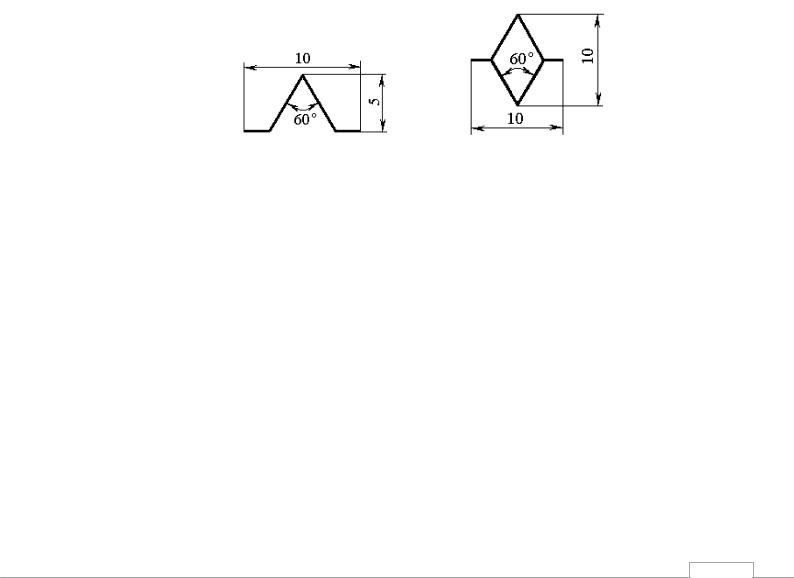
5Фрезеровать шпоночный паз. Обеспечить симметричность паза относительно оси
6Расточить отверстие в диске, подрезать торец 1. Обеспечить перпендикулярность торца 1 оси отверстия
7Расточить отверстие во втулке. Подрезать торец 1. Обеспечить перпендикулярность торца 1 оси отверстия
8Обточить наружные цилиндрические поверхности 1, 2 подрезать торцы заготовки 3, 4. Обеспечить соосность наружных цилиндрических поверхностей с отверстием и перпендикулярность торцев оси отверстия
9Шлифовать торец кольца 1. Обеспечить параллельность торца 1 относительно торца 2
Продолжение табл. 2.1
10