

28. Отделочная обработка направляющих.
1 тонкое строгание, производится на станках повышенной точности (жёсткости); широкими резцами из твёрдого сплава. Строгание обеспечивает Ra 2,5…1,25, прямолинейность 0,02/1000 м.
2 тонкое фрезерование. Применяется для фрезерованных столов. Торцевое биение фрез недолжно превышать 0,05 мм; Ra=1,25; плоскостность 0,01…0,015 мм.
3 шабрение; прямолинейность 0,002/1000 мм.
4 шлифование направляющими. Производится на продольно шлифовальном станке двух видов: с подвижным столом и с подвижным шпиндельным барабаном. Применяются при этом круги следующей формы:
![]()
![]()
![]()
![]()
Шлифование обеспечивает Ra=0,63, прямолинейность 0,01/1000 мм.
5 фрезерование направляющих фрезами из сверх твердого материала – так обрабатываются плоские поверхности.
??? Способы сокращения основного и вспомогательного времени на фрезерной операции.

Lpx=Lбп+Lвр+Lз+Lп
Производительность труда можно повысить:
1 за счёт сокращения основного времени – повышение режимов резания, применение высокостойких режущих материалов, применение конструкций режущих инструментов более современных (инструмент с механическим креплением).
2 за счёт уменьшения длинны рабочего хода и числа рабочих ходов (разделение припуска между зубьями инструмента).
1) маятниковая подача. Время установки и снятия детали перекрывается основным временем.
![]()
2) поворотный стол (вертикально-сверлильный станок с многошпиндельной головкой). Применяется в крупносерийном производстве, сокращает время на установку и снятие детали, а также сокращает основное время.
3) много детальная обработка на продольно-фрезерных или продольно-строгальных станках.
одно или двухрядная установка деталей.
![]()
обработка деталей с перехваткой.
![]()
обработка на фрезерно-карусельных станках.
30. Основы технологии сборки.
30. Виды сборочных работ:
1 подготовительная работа – промывка деталей поступающих из механического цеха, сортировка по мере надобности и разконсервация изделий получаемых со стороны.
2 пригоночные работы, достижение заданной чертежом точности и правильности сборки слесарными методами.
3 собственные сборочные работы.
4 регулировочная – обеспечивает требования чертежа с помощью регулировки определённых узлов, механизмов.
5 контрольные работы – контроль точности размеров и качества механизма.
6 заправочные – заправка исходным сырьём машины для проверки её работоспособности.
7 демонтажные работы – производятся с целью облегчения поставки изделия заказчику.
31. Организационные формы процесса сборки.
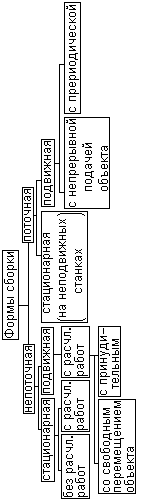
Не поточная сборка – это последовательность сборки деталей в сборочные единицы, сборочные единицы в изделии без чётких временных рамок.
Поточная сборка – при которой работа идёт непрерывно и собранные готовые изделия выходят периодически через определённый промежуток времени (такт)
t=(60*F)/N.
F – годовой фонд времени; N- программа.
Для неё характерно:
1 закрепление за каждым рабочим местом конкретной сборочной операции.
2 передача объекта на следующую операцию немедленно.
3 ритмичность, синхронизация работ на всех рабочих местах.
4 возможность широкого внедрения средств автоматизации.
Стационарная сборка производится на одном рабочем месте: без расчленения (одним рабочим), с расчленением (по квалификации рабочими). Подвижная сборка осуществляется со свободным перемещением объекта.
Недостатки: длительность процесса и высокая квалификация рабочего.
Достоинство: высокое качество сборки.
Поточная сборка стационарная на неподвижном станке – на нескольких стендах выставляется машины, и бригады через такт переходят по стендам. Поточная сборка с подвижными стендами бывает с прерывной подачей и непрерывной подачей.