

Введение
Контрольные приспособления служат для проверки точности выполнения размеров и технических условий на изготовление деталей и узлов машин, они должны обеспечивать необходимую точность измерений при заданной производительности.
На контрольных приспособлениях проверяют: а) линейные размера, б) геометрическую форму поверхностей, в) взаимное расположение поверхностей» г) взаимное положение осей различных поверхностей между собой, д) правильность сборки узлов и машин.
В контрольных приспособлениях преимущественно применяет шкальные измерители (индикаторы, миниметры, датчики с отсчётными шкалами, пневматические измерительные приборы и др.), позволяющие определить с определённой погрешностью действительные размеры и параметры деталей.
В настоящей работе из-за, ограниченного объёма рассмотрены лишь приспособления, применяемые для измерений деталей после обработки. При этом автор отмечает весьма прогрессивное направление в развитии средств и методов контроля и измерения - непосредственное измерение деталей в процессе обработки на станках, автоматическое выполнение операций контроля.
Ограниченное место отводится также описанию выполненных конструкций контрольных приспособлений. Имеется в виду, что при проектировании будут использованы альбомы конструкций, стандарты на детали и узлы, справочная литература. Основное внимание отводится методике расчёта контрольных приспособлений на точность. Более подробно рассмотрены погрешности, являющиеся специфическими для контрольных приспособлений и менее подробно рассмотрены погрешности присущие как контрольным, так станочным приспособлениям.
1. Обоснование выбора конструкции контрольного приспособления
Основные требования, предъявляемые к контрольным приспособлениям определяются необходимостью обеспечения оптимальной точности и производительности операций контроля. Помимо того, приспособление должно быть удобно в эксплуатации, технологично в изготовлении и износоустойчиво. Наконец, каждое контрольное приспособление должно удовлетворять требованию экономической целесообразности.
Основным является выбор метода контроля, который зависит от конструктивных особенностей детали, требуемой точности измерения, производительности.
На рис. 1.1. – 1.7.показано несколько методов контроля
Диаметры отверстий проверяют штангенциркулем, микрометрами, калибрами, штихмассами с индикаторами (точность измерений до 0,01мм), пассиметрами и микротастами (точность измерений до 0,002 мм).
Соосность отверстий контролируется при помощи гладких или ступенчатых оправок, вставляемых в соосно расположенные отверстия (рис. 1.1 и 1.2.)
Межосевые расстояния проверяют с помощью калибров и оправок.
Правильность расположения оси отверстия относительно основной поверхности, а также ее параллельность можно измерять штангенрейсмусом с точностью до 0,02 мм и индикатором (рис. 1.3.) с точностью до 0.01 мм
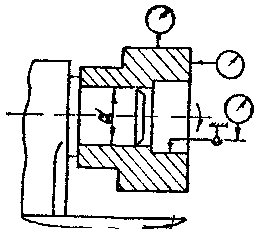
Неперпендикулярность осей отверстий проверяют при помощи оправки с индикатором (рис. 1.4.) или калибром (рис 1.5.) с изменением зазоров ∆1 ∆2
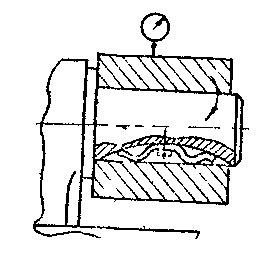
Проверка неперпендикулярности торцевой плоскости относительно оси отверстия осуществляется с помощью индикаторов (рис. 1.6) или специального калибра (рис. 1.7).
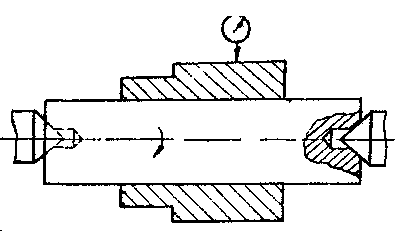
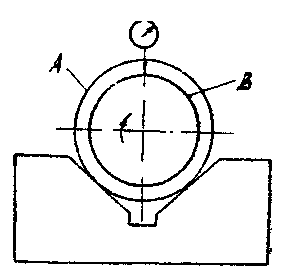
На рисунке 1.8 - 1.12. показаны примеры радиального и торцевого биения деталей различными способами.
Некоторые схемы измерений приведены в работе (9).
Ниже приведены некоторые рекомендации по применению того или иного метода в зависимости от точности измерений.
-
Для измерения валов 5-го квалитета точности рекомендуется применять пружинно – оптические приборы 01П, 02П, 05П, типа Шеффилд, оптикаторы, дающие погрешность измерения не более ± 1,5 мкм.
-
Для контроля размеров 5-6 квалитетов точности (с допусками 0,02-0,04 мм) рекомендуется применять контрольное приспособление без механизмов для закрепления деталей; без перемещения измерительных средств; измерительные средства с проверяемыми деталями соприкасаются непосредственно или через прямую передачу.
-
При допусках на контролируемый параметр 0,03-0,05мм – в контрольном приспособлении применяются базирующие устройства с ручным или механическим зажимом измеряемой детали, которая может иметь поворот или вращение и при этом соприкасаться с измерительными средствами приспособлений. Иногда предусматривается перемещение измерительных средств, хотя это и нежелательно. Часто их выполняют с рычажными передачами.
-
При допусках на контролируемый параметр более 0,05 мм – в контрольном приспособлении установочные сборочные единицы могут быть с ручным или пневматическим закреплением контролируемой детали следующим ее поворотам; измерительные средства могут иметь перемещение; часто используются рычажные передачи с пружинками; в некоторых конструкциях приспособлений предусматривается перемещение установочного узла.
Вопрос технико-экономического обоснования выбора конструкций приспособления рассмотрены ниже.
При проектировании контрольного приспособления следует знать, будет ли процесс работы на нем выборочным или 100% - ным относительно объема изготовления деталей. При выборочном контроле требования к контрольным приспособлениям снижаются. В условиях поточного производства, а также при 100% - ной поверке продукции, выпускаемой крупными сериями, появляется необходимость в контрольных приспособлениям с высокой
Рис.1.1.
Проверка
соосности отверстий
Рис.1.2. Проверка
соосности отверстий
Рис.1.3.
Проверка расположения оси отверстия
относительно основной поверхности Рис.1.4.
Проверка перпенди-кулярности oceй
отверстий Рис.1.5.
Проверка перпендикулярности осей
отверстий Рис.1.6. Проверка
перпендикулярности торцевой плоскости
относительно оси отверстия Рис.1.7. Проверка
перпендикулярности торцевой плоскости
относительно оси отверстия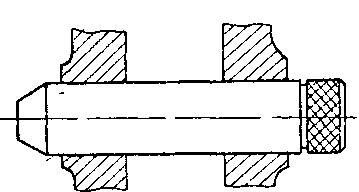

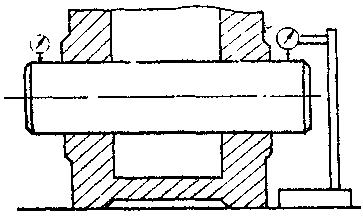
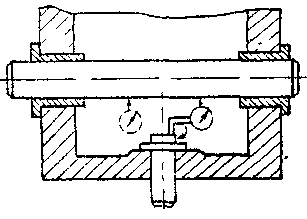
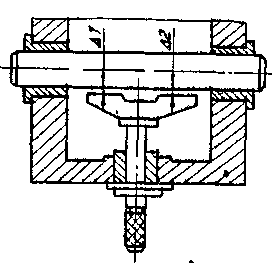
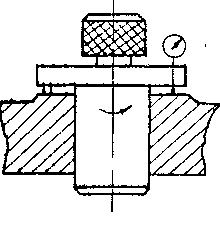
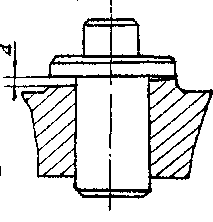
Рис.1.8. Проверка в
центрах биения поверхностей вала
относительно оси центров
Рис.1.9.
Проверка на оправке в центрах биения
наружной поверхности втулки
относительно
внутренней
Рис.1.10. Проверка биения
поверхности В относительно поверхности
А в призме Рис.1.11.
Проверка
биения поверхностей относительно оси
отверстия
Рис.1.12.
Проверка биения относительно отверстия
на
установочно-разжимном
узле

![]()
производительностью (многомерных, механизированных, автоматизированных).
Несмотря на разнообразие конструкций контрольных приспособлений в них имеются отдельные элементы, выполняющие одинаковые или исходные функции. По этому признаку в контрольных приспособлениях можно различать следующие главные сборочные единицы: установочные, зажимные, измерительные и вспомогательные устройства.