

3 Рис.3.5. Схема установки втулки на оправку со срезанной площадкой .2. 3.Установочные сборочные единицы с гладкими оправками и со срезанной площадкой (рис.3.5)
Данные оправки применяются в основном для контроля несоосности внутренней и наружной поверхности втулок, колец и т.д.
Погрешность базирования втулок с правильной формой отверстия равна нулю.
Погрешность базирования втулок с овальной формой отверстия (рис.3.5)
Δδ
=
![]() (3.15)
(3.15)
![]()
![]() (3.16)
(3.16)
![]() , (3.17)
, (3.17)
где а и в – полуоси эллипса;
![]() -
ширина срезанной площадки;
-
ширина срезанной площадки;
![]() -
стрела со срезанной площадки, оправки,
когда втулка отверстием с радиусом-вектором
ρ2 подводит
под измерительный стержень индикатора,
расположенный в плоскости ОС (на рисунке
втулка условно повернута на 900);
-
стрела со срезанной площадки, оправки,
когда втулка отверстием с радиусом-вектором
ρ2 подводит
под измерительный стержень индикатора,
расположенный в плоскости ОС (на рисунке
втулка условно повернута на 900);
![]() -
стрела со срезанной площадки оправки,
когда отверстие втулки с радиусом -
вектором ρ1
находятся
под измерительным стержнем
индикатора,
т.е. в вертикальной плоскости.
-
стрела со срезанной площадки оправки,
когда отверстие втулки с радиусом -
вектором ρ1
находятся
под измерительным стержнем
индикатора,
т.е. в вертикальной плоскости.
3
Рис.3.6.Схема
установки деталей на установочно-разжимнои
узел с двумя неподвижными и одним
подвижным кулачком
Оправки данного типа(рис.3.6) применяют, если при контроле деталей требуется их закрепление. Погрешность ∆δ определяется по формуле
∆δ = ?? ∆R, (3.18)
ΔR = RА - RК , (3.19)
где RА – максимальный радиус отверстия детали;
RК – радиус неподвижных кулачков.
RК=
![]() (3.20)
(3.20)
где 2 RА - минимальный диаметр отверстия детали;
(0,01-0,02) – величина гарантированного зазора, мм
3.2.5. Установочные сборочные единицы с гладкими призмами(рис.3.7)
Рис.3.7.
Схема установки детали в гладкой
призме
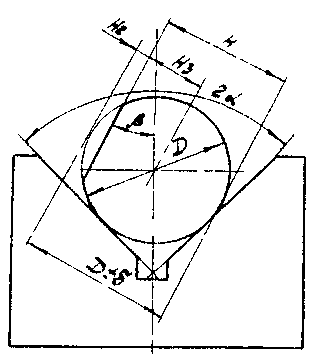
Погрешность базирования ∆ δ для измерения линейных размеров определяется по формулам:
![]()
∆δ
![]() при
при
![]() 900
для размера Н (3.21)
900
для размера Н (3.21)
∆δ
![]() при
при
![]() для размера Н (3.22)
для размера Н (3.22)
∆δ
![]() при
при
![]() 900
для размера Н2 (3.23)
900
для размера Н2 (3.23)
∆δ
![]()
![]()
![]() для размера Н3 (3.24)
для размера Н3 (3.24)
где![]() -
допуск на наружный диаметр Д детали;
-
допуск на наружный диаметр Д детали;
![]() -
угол призмы;
-
угол призмы;
![]() -
угол, образованный между вертикальной
осью призмы и плоскостью измерения
-
угол, образованный между вертикальной
осью призмы и плоскостью измерения
3.2.6. Установочные сборочные единицы с роликовыми призмами
Погрешность базирования для измерения величины несоосности осей шеек определяется по формуле:
∆δ =2,83ℓ, (3.25)
где 2ℓ ≤ 0,01 + 0,005 мм – величина биения роликов.
3.2.8. Установка контролируемой детали в центрах
При установке детали в подвижных центрах ∆ δ=0 для диаметральных и линейных (в случае если измерительная база детали совпадает с установочной – торцом детали) размеров.
При установке детали в жестких центрах для диаметральных размеров ∆δ =0, для линейных размеров:
∆δ
=∆ Ц=![]() 3.26)
3.26)
где ∆ Ц – просадка центров (допуск на глубину центрового отверстия);
![]() -
допуск на диаметр центрового отверстия;
-
допуск на диаметр центрового отверстия;
![]() -
угол центра.
-
угол центра.
Табличные
значения ∆δ
приведены
в табл. 3.1.
для центра с углом
![]() 0
0
Просадка центров Таблица 3.1.
|
Наибольший диаметр центрового гнезда, мм |
2,5 |
6,0 |
10,0 |
15,0 |
30,0 |
|
Просадка центров, мм |
0.11 |
0,14 |
0,18 |
0,21 |
0,25 |