

1.4. Вспомогательные устройства контрольных приспособлений
Вспомогательные устройства контрольных приспособлений имеют различное целевое назначение. В приспособлениях для проверки радиального и осевого биения применяют поворотное устройство; в приспособлениях для проверки прямолинейности или параллельности используют ползуны для перемещения измерительных элементов; для установки и снятия деталей используют подъемное устройство, выталкиватели и т.д. Многие из этих устройств стандартизованы, многие выполняются аналогично соответствующим устройствам станочных приспособлений. Их конструкции следует изучить по специальной литературе.
Специфическими являются механизмы для крепления измерительных средств и механизмов, передающие движения к измерительным средствам.
Устройства для крепления измерительных средств нормализованы. Их конструкции приведены в специальной литературе.
В контрольных приспособлениях стержни индикаторов и других измерительных средств редко соприкасаются с проверяемыми деталями, так как не всегда можно подвести стержень индикатора непосредственно к измеряемой детали. Для связи стержней индикаторов с проверяемыми деталями применяют передачи. Передачи выполняют так же роль буферов,
Рис.1.13.
Прямой рычаг с
передаточным
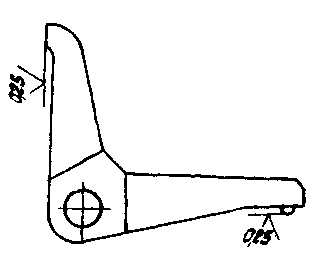
отношением К=1 (обычный) Рис.1.14.
Угловой рычаг с передаточным отношением
К=1
(с
впаянным шариком) Рис.1.15.
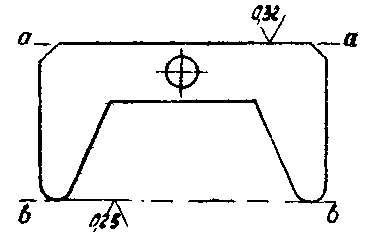
Пример сложного
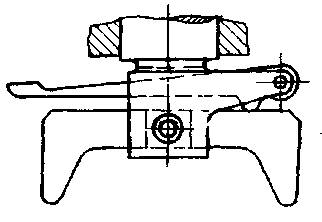
рычага Рис.1.16. Сложная передача
с крупными рычагами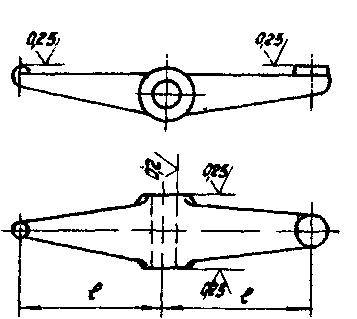
предохраняя механизмы индикаторов от быстрого износа и толчков.
некоторые конструкции рычажных передач приведены на рис 1.13 - 1.16.
Качание рычагов может осуществляться на оси, на шарикоподшипниках, в центрах, в призме, на тарельчатых пружинах.
Разнообразие рычажных и прямых передач вызывается конструктивной необходимостью, стремлением уменьшить погрешность в передаточном отношении передачи; необходимостью обеспечить в передачах удовлетворительный порог чувствительности, повышение износостойкости передач.
Контрольные приспособления с передачами обычно предназначаются для измерения малых величин, а именно, размеров, выполняемых по 5 – 8 квалитетам точности, и реже для более грубых классов.
Рычаги изготовляют обычно из стали У7А, У10 и подвергают термической обработки до твердости HRC 52…56.
Если рычаги монтируют на осях, то отверстие выполняют по шестому квалитету точности и притирают с осями. Концы рычагов обычно шлифуют и притирают. На длины плеч рычагов, имеющих сферические концы, обычно устанавливают допуски в пределах ± 0,05; ±0,10 мм.
1.5. Корпусы приспособления
Корпус приспособления является его базовой деталью. К корпусу приспособления предъявляются следующие основные требования: он должен иметь достаточную жесткость и прочность при возможном минимальном весе, обеспечивать возможность быстрой и удобной остановки и съема заготовок (деталей), быть простым в изготовлении, обеспечивать безопасность в работе (недопустимы острые углы и малые просветы между рукоятками и корпусом и т.д.).
Корпусы приспособлений изготовляют литьем из серого чугуна СЧ 12-28 или СЧ 15-32, сварными из листов стали, кованными из стали сварно-литыми, из отдельных стандартизованных или нормализованных деталей, скрепленных винтами.
Размеры литых заготовок корпусов приспособлений регламентированы ГОСТами 12947 - 67÷12961-67; 4585-69÷4590-69.