

Билет №15
1) Технологические свойства металлов и сплавов характеризуют их способность поддаваться различным методам горячей и холодной обработки. К основным из них относят литейные свойства, ковкость, свариваемость и обрабатываемость режущим инструментом.
Литейные свойства характеризуют способность металла или сплава заполнять литейную форму, обеспечивать получение отливки заданных размеров и конфигурации без пор и трещин во всех ее частях.
Ковкость — это способность металла или сплава деформироваться с минимальным сопротивлением под влиянием внешней приложенной нагрузки и принимать заданную форму. Ковкость зависит от многих внешних факторов, в частности, от температуры нагрева и схемы напряженного состояния.
Свариваемостью называют способность материала образовывать неразъемные соединения с комплексом свойств, обеспечивающих работоспособность конструкции. По степени свариваемости материалы подразделяют на хорошо и ограниченно свариваемые. Свариваемость зависит как от материала свариваемых заготовок, так и от выбранного технологического процесса сварки.
Обрабатываемостью называют свойство металла поддаваться обработке резанием. Критериями обрабатываемости являются режимы резания и качество обработанной поверхности.
Технологические свойства часто определяют выбор материала для конструкции. Разрабатываемые материалы могут быть внедрены в производство только в том случае, если их технологические свойства удовлетворяют необходимым требованиям. Показатели технологических свойств определяют специальными испытаниями на ковкость, обрабатываемость, свариваемость, а также литейными пробами.
Работоспособность конструкции определяется эксплуатационными или служебными характеристиками материалов, применяемых для их изготовления. В зависимости от условий эксплуатации и рабочей среды к машиностроительным материалам помимо прочностных характеристик можно предъявлять требования жаропрочности, т. е. сохранения высоких механических характеристик при высоких температурах; коррозионной стойкости при работе в различных агрессивных средах; повышенной износостойкости, необходимой, если детали в процессе работы подвергаются истиранию, и т. п. В некоторых случаях материалы должны обладать способностью образовывать неразъемные соединения с помощью сварки либо пайки с другими материалами, в частности, с керамикой, графитом и др.
Следовательно, при выборе материала для создания технологичной конструкции необходимо комплексно учитывать его прочностные, технологические и эксплуатационные характеристики.
2) Виды холодной объемной штамповки.
Большое значение имеет подготовка поверхности заготовок: удаление окалины, загрязнений и поверхностных дефектов. Заготовки обычно смазывают для снижения усилий штамповки, повышения стойкости инструмента, обеспечения качества поверхности и предотвращения трещин и других дефектов деталей. Для создания прочного разделительного слоя между инструментом и заготовкой поверхность последней покрывают промежуточным слоем (например, фосфатированне, омеднение, цинкование и др.).
В процессах холодной штамповки непрерывно меняется не только форма, но и структура металла и его физико-механические характеристики. Возникающий при этом наклеп металла в некоторых случаях ограничивает возможности формообразования, поэтому процессы холодной штамповки часто выполняют за несколько технологических переходов с постепенным приближением к окончательной форме и размерам готовых деталей и с промежуточным отжигом для восстановления пластических свойств металла.
В зависимости от характера деформирования и конструкции штампов, которые определяет тип штампуемой заготовки, холодную штамповку делят на объемную (сортового металла) и листовую (листового металла). Объемную штамповку выполняют на прессах или специальных холодноштамповочных автоматах. Ее основными разновидностями являются: высадка, выдавливание и объемная формовка.
3) Методы формообразования поверхностей
Пространственную конструктивную форму любой детали определяет сочетание различных поверхностей. Для облегчения обработки заготовки конструктор стремится использовать следующие геометрические поверхности: плоские, круговые цилиндрические и конические, шаровые, торовые, геликоидные и др. Любая геометрическая поверхность представляет собой совокупность последовательных положений (следов) одной производящей линии, называемой образующей, движущейся по другой производящей линии, называемой направляющей. Например, для образования круговой цилиндрической поверхности необходимо прямую линию (образующую) перемещать по окружноети (направляющей).
При обработке поверхностей на металлорежущих станках образующие и направляющие линии в большинстве случаев являются воображаемыми. Они воспроизводятся во времени комбинацией движений заготовки и инструмента, скорости которых строго согласованы между собой. Движения резания являются также формообразующими движениями. Механическая обработка заготовок деталей машин реализует в основном четыре метода формообразования поверхностей. Рассмотрим их на конкретных примерах.
Получение поверхностей по методу копирования состоит в том, что режущая кромка инструмента является реальной образующей линией 1, форма которой совпадает или обратна той, которая является образующей линией поверхности детали (рис. 48, а). Направляющая линия 2 воспроизводится во времени вращением заготовки. Главное движение здесь является формообразующим. Движение подачи необходимо для того, чтобы получить геометрическую поверхность определенного размера. Метод копирования широко используют при обработке фасонных поверхностей деталей на различных металлорежущих станках.
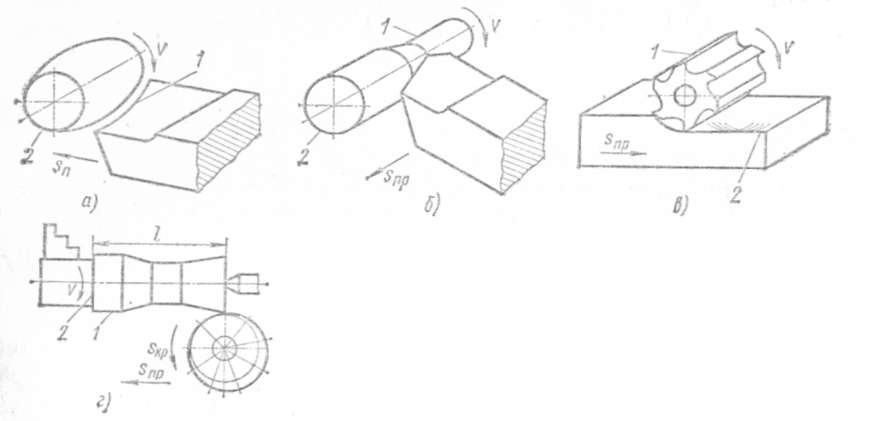
Рае. 48. Схемы методов формообразования поверхностей
Образование поверхностей по методу следов состоит в том, что образующая линия 1 является траекторией движения точки (вершины) режущей кромки инструмента, а направляющая линия 2- траекторией движения точки заготовки (рис. 48, б). Здесь движения резания являются формообразующими. Этот метод формообразования поверхностей деталей распространен наиболее широко.
Образование поверхностей по методу касания состоит в том, что образующей линией 1является режущая кромка инструмента (рис. 48, в), а направляющая линия 2 поверхности служит касательной к ряду геометрических вспомогательных линий - траекториям точек режущей кромки инструмента. Здесь формообразующим является только движение подачи.
Образование поверхностей по методу обкатки (огибания) заключается в том, что направляющая линия 2 воспроизводится вращением заготовки. Образующая линия 1 получается как огибающая кривая к ряду последовательных положений режущей кромки инструмента относительно заготовки (рис. 48, г) вследствие согласования между собой движения резания с движением подачи. Скорости этих движений согласуются так, что за время прохождения круглым резцом расстояния I резец должен сделать один полный оборот относительно своей оси вращения. Здесь все три движения являются формообразующими.
Билет №16.
1) Литейный Чугун - железный нековкий сплав с содержанием углерода более 2%, примесей марганца, кремния и серы до 0,8; фосфора до 2,5. Обладает высокими литейными свойствами, определившими его основное использование в качестве одно из лучших конструкционных материалов. Достаточно хорошо обрабатывается резанием, создавая высококачественную поверхность для узлов трения и неподвижных соединений. Чугун поставляется в дальнейшее производство в отливках и чушках. Чугун в чушках бывает литейным и передельным.
Начало формы
Конец формы
Характеристики литейного чугуна
Литейный чугун предназначен для дальнейшего использования в чугунно-литейных цехах при производстве отливок. В зависимости от назначения изготовляется марок Л1, Л2, Л3, Л4, Л5, Л6, а также рафинированный магнием марок ЛР1, ЛР2, ЛР3, ЛР4, ЛР5, ЛР6. Выплавляемый литейный чугун марок Л1-Л6 соответствует высокому качеству. Качество литья из чугуна отличается гарантированной стабильностью механических свойств согласно ГОСТ 1412-85, отсутствием в структуре литья свободно выделившегося цементита, хорошей обрабатываемостью и меньшей склонностью к кромочному отделу. Чугун гарантирован по своему химическому составу (содержание марганца, фосфора, серы), так как при его производстве не применяется агломерат, а только кокс.
2) Волочение заключается в протягивании заготовки с усилием Р (рис.27 л) через сужающееся отверстие в инструменте, называемом волокой. Конфигурация отверстия определяет форму получаемого профиля. Исходными заготовками служат прокатанные или прессованные прутки и трубы. Волочением получают проволоку диаметром 0,002—10 мм, фасонные профили; калибруют трубы диаметром 0,3—200 мм и прутки диаметром 3—150 мм. Волочение производят в холодном состоянии, что обеспечивает высокую точность размеров и хорошее качество поверхности.
3) Понятие о режимах резания. При назначении режимов резания определяют скорость резания, подачу и глубину.
Скоростью резания v называют расстояние, пройденное точкой режущей кромки инструмента относительно заготовки в направлении главного движения в единицу времени. Скорость резания имеет размерность м/мин или м/с. Если главное движение является вращательным (точение), то скорость резания, м/мин:
![]()
где D3ar - наибольший диаметр обрабатываемой поверхности заготовки, мм; п -частота вращения заготовки в минуту.
Если
главное движение является
возвратно-поступательным, а скорости
рабочего и обратного (холостого) ходов
различны, то скорость резания, м/мин:
![]()
где L - расчетная длина хода инструмента, мм; т - число двойных ходов инструмента в минуту; k - коэффициент, показывающий отношение скоростей рабочего и холостого ходов; k - vJv&.
Подачей (s) называют путь точки режущей кромки инструмента относительно заготовки в направлении движения подачи за один оборот (рис. 49) или один ход заготовки или инструмента. Подача в зависимости от технологического метода обработки имеет размерность: мм/об -для точения и сверления; мм1дв. ход - для строгания, шлифования и т. д. По направлению движения различают подачи: продольную snp, поперечную sn, вертикальную sB, наклонную sH, круговую sKp, тангенциальную sT, окружную s0 и др.
Глубиной резания t называют расстояние между обрабатываемой и обработанной поверхностями заготовки, измеренное перпендикулярно к последней. Глубину резания относят к одному рабочему ходу инструмента относительно обрабатываемой поверхности. Глубина резания имеет размерность мм.
При точении цилиндрической поверхности глубину резания определяют как полуразность диаметров до и после обработки (рис. 49):
![]()
где d -диаметр обработанной цилиндрической поверхности заготовки, мм.
Билет №17.