

3) Обработка заготовок на станках фрезерной группы
Фрезерование - это высокопроизводительный метод формообразования поверхностей деталей многолезвийным режущим инструментом - фрезами. Для фрезерования характерно непрерывное главное вращательное движение инструмента и поступательное движение подачи заготовки. В некоторых случаях заготовка совершает круговое или винтовое движение. Для обработки заготовку устанавливают и закрепляют на столе станка. При небольшом масштабе производства для этого применяют универсальные приспособления (машинные тиски, прижимные планки и т. д.). При массовом производстве определенной детали ее закрепляют в специальном приспособлении.
При обработке заготовок на горизонтально-фрезерном станке, как правило, используют продольную подачу. Поперечную и вертикальную подачи используют реже. На вертикально-фрезерном станке используют продольную и поперечную подачи в зависимости от пространственного расположения обрабатываемой поверхности. Вертикальную подачу при обработке заготовок на этом станке практически не используют.
Билет №29.
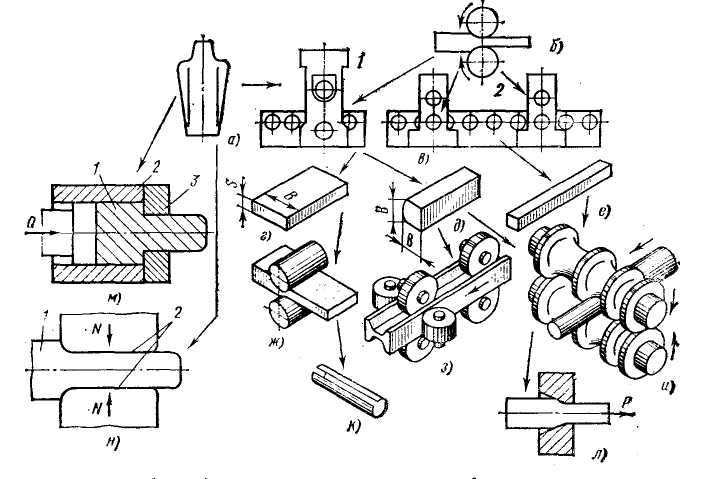
1) Виды обработки давлением и типы применяемого оборудования. В зависимости от материала заготовки, формы и размеров деталей, типа производства применяют следующие виды обработки давлением: прокатку, волочение, прессование, ковку, штамповку. Основная масса выплавляемой в сталеплавильных цехах стали поступает в прокатные цехи в виде слитков (рис. 27 а) квадратного или прямоугольного сечения.
2) Ручная дуговая сварка. При ручной дуговой сварке (рис.42, а) возбуждение дуги, ее поддержание, опускание электрода по мере его плавления и перемещение электрода вдоль свариваемых заготовок осуществляет сварщик.
В качестве электродов в этом случае применяют прутки из сварочной проволоки, покрытые специальным составом. В покрытия электрода вводят элементы, способствующие стабилизации дуги и осуществляющие защиту расплавленного металла от вредного воздействия окружающей среды, раскисление и легирование металла шва. По назначению электроды подразделяют: для сварки конструкционных углеродистых, низколегированных и легированных сталей, а также цветных металлов и сплавов и для наплавочных работ. Основным требованием, предъявляемым к электродам, является обеспечение необходимой прочности и нужного структурного состава металла шва.
Электроды подразделяют на типы, обозначаемые буквой Э и последующей цифрой, указывающей предел прочности металла шва, выполненного данным электродом. Например, Э-42, Э-55, ... Э-125 и т. д. Электроды каждого типа могут иметь несколько марок, определяющих систему легирования металла шва. На практике чаще всего применяют электроды диаметром 2—6 мм. Чем больше толщина свариваемого металла, тем больше должен быть диаметр электрода. Ручную дуговую сварку широко применяют в машиностроении при сварке заготовок из сталей и цветных металлов благодаря своей универсальности и возможности вести процесс во всех пространственных положениях: нижнем, вертикальном, потолочном. Основные недостатки этого способа — малая производительность и необходимость высокой квалификации оператора.